
Как из стекловолокна изготовить бампер и другие детали для авто
В современном мире применение стекловолокна распространено в различных отраслях человеческой деятельности: строительстве, судовом и автомобильном строении. Часто материал используется в автосервисе и частных мастерских для тюнинга авто. Объясняется популярность стекловолокна универсальными качествами – легкостью в сочетании со сверхпрочностью. Оно не гниет, обработанное смолами или покрытое автошпаклевкой, приобретает прочность металла, поэтому использование стекловолокна в качестве «заплатки» на разрушенном ржавчиной месте – один из самых долговечных способов избавиться от дыр, наравне со сваркой.
Изготовление стекловолокна
Стеклоткань для моделирования и тюнинга автомобилей широко используется по нескольким причинам:
- детали из этого материала крепче алюминиевых;
- они по весу намного легче аналогов из стали;
- способны восстанавливать форму после повреждений;
- не подвержены коррозии, не ржавеют.
Выбор материалов
Тип материала матрицы принимается в зависимости от количества серийно изготавливаемых деталей. Для одноразовой формовки матрицу допускается изготавливать из гипса. Если требуется изготовить более тысячи образцов, заказывают стальную матрицу. В домашних условиях матрицей часто служит слепок с оригинальной модели. Слепок удобнее всего изготовить также из стеклопластика по технологии, описанной выше.
Выбор типа стеклоткани зависит от требований, предъявляемых к прочностным и эстетическим характеристикам готового изделия. Ткань с тонкими волокнами придаст поверхности гладкий, глянцевый вид, а применение грубой стеклоткани обеспечит высокие показатели прочности.
Состав полимерной смолы также определяется исходя из назначения и условий эксплуатации детали. Полимерный заполнитель отвечает за такие технические характеристики стеклопластика, как:
- цвет изделия;
- степень водонепроницаемости;
- диапазон рабочих температур;
- подверженность влиянию химических реагентов и сред;
- восприимчивость к ультрафиолетовому излучению;
- уровень хрупкости, мягкости, ударопрочности изделия.

IvanD › Блог › Процесс создания детали из стеклопластика
Что такое стеклопластик?
Стеклопластиком обычно зовется уже готовое изделие – совокупность материалов, технологий и работ. Чем удобен стеклопластик? Да тем, что можно изготовить любой формы деталь, какую только вообразит фантазия, будь то сабвуфер, повторяющий нижней стенкой очертания багажника, мелкосерийные крылья автомобилей своего дизайна, реплики спойлеров, обвесы, бампера, различные усовершенствования внутренних панелей салона автомобиля и многое другое.
Какие существуют методы производства изделий?
Достаточно часто требуется изготовить всего одно изделие и сэкономить время и материалы, в таком случае делается болван (макет) и прямо по нему клеится стеклопластик с последующим его выведением шпаклёвкой под покраску. Макет должен быть заведомо меньших размеров(на толщину стеклопластик+шпаклёвка. Другой метод – изготовление изделий по матрице. Применяется для размножения (копирования, тиражирования) какого-либо изделия, а так же если делается в одном экземпляре, но есть вероятность разрушения изделия в процессе эксплуатации (например юбка бампера).
Изготовление болвана
Первым делом необходимо задать будущую форму из любых подручных материалов, наиболее распространенные перечислены ниже. Для гладких и плавных искривленных плоскостей обычно используют натянутую ткань между жесткими краями. Для больших и крупногабаритных участков, а также для прямых длинных и тонких используется листовой металл, фанера, ДСП металлические трубы квадратного сечения и любые комбинации с этими материалами. Для изготовления ребер часто применяется картон, вырезается профиль изделия, расставляются по основанию и либо заполняются пеной промежутки, либо натягивается ткань. Так же картон можно применять и в качестве других конечных граней, вообще при сноровке возможно и весь болван сделать из картона. Достаточно хороший материал для болванов – пенопласт, он легко режется, шкурится, склеивается друг с другом и достаточно дешев.Так же удобно использовать обычную монтажную пену в баллонах , она как и пенопласт легко обрабатывается. И как вариант использование уже существующей детали из стеклопластика, с его разрезкой, добавления других фрагментов из стеклопластика и последующим их соединением в новую деталь с проклейкой заплатками стеклоткани. После того как форма предварительная сделана, переходят к следующему этапу – выведение «под покраску». Что бы защитить пену или пенопласт от смолы, обычно несколько слоёв газет просто наклеивают на пенопласт клеем ПВА, он не пропускает смолу и является дополнительным укреплением макета, дабы смола не разъела пену. Так же плоские поверхности пенопласта возможно защитить скотчем упаковочным или алюминиевым. Для дальнейшего выведения используется на твердые поверхности сразу шпаклевка, на нетвердые желательно стеклопластик нанести, либо жесткую строительную штукатурку. Далее обрабатывается наждачками до необходимых форм и размеров. Следующий этап необходим, если болван делается под матрицу. большинство материалов, из которых обычно строятся болваны, даже при хорошей обработке разделителями, будут впитывать в себя смолу, потому необходимо болван покрыть лаком. Если деталь сразу делается на болване, то желательно позаботиться о том, что бы после выклейки стеклопластика можно было достать болван, пусть даже в разрушенном виде, поскольку оставление его там резко сократит срок службы самой детали из-за погодных условий.
Измельчители для стеклопластика
В связи с широким распространением изделий из стеклопластиковых материалов остро встали вопросы утилизации технологических отходов и потерявших свою потребительскую ценность изделий.
Вследствие того, что пространственная молекулярная структура стеклопластиков-реактопластов препятствует их расплавлению или растворению, переработка отходов СПМ традиционными методами, идентичными с рециклингом полиэтиленов или полистиролов, невозможна.
Для отдельных категорий стеклопластиковой продукции допускается добавлять измельченные отходы в объеме до 10-20% в состав исходного стекловолоконного компонента.

В зависимости от размеров полимерных отходов используются различные измельчители и дробилки:
- для малогабаритных кусков СПМ – молотковые и зубчатые дробилки;
- для крупногабаритных частей – валковые дробилки;
- вибрационные мельницы – для всех категорий отходов.
Дробление стеклопластиковых отходов сопровождается интенсивным образованием пыли, в которой содержатся мелкие частицы стекловолокон и смол.
Их вдыхание вызывает воспаления слизистой носа и вызывает проблемы со здоровьем.
В работах, связанных с изготовлением изделий из листового и рулонного стеклопластика или их переработке, необходимо руководствоваться требованиями ГОСТ Р 53237-2008 «Стекловолокно. Общие требования безопасности при производстве и переработке».
Прессование.
Процесс прессования состоит в непосредственном придании нужной формы изделию под воздействием высокого давления, которое образуется в пресс-форме при температуре быстрого затвердения материала. Благодаря внешнему давлению в материале, который прессуется, происходит его уплотнение и частичная деструктуризация прежней структуры. Трение между соприкасающимися частичками материала, которое образуется во время уплотнения, вызывает появление тепловой энергии, которая однозначно приведет к плавлению связующего вещества. После того, как материал перейдет в вязкопластичное состояние, он растекается в пресс-форме под действием давления, образуя целостную и уплотненную структуру. Процесс затвердевания основан на протекании реакции сшивки макромолекул благодаря поликонденсации между свободными группами связующего вещества. Для реакции необходимо тепло, в процессе которого происходит выделение низкомолекулярных, летучих веществ таких как, метанол, вода, формальдегид, аммиак и др.
Параметры для технологии прямого прессования:
- температура заблаговременного подогрева;
- давление прессования;
- температура прессования;
- временная выдержка под давлением;
- параметры подпрессовок;
Давление направленно действует на материал, находящийся в полости формы, при прямом прессовании, поэтому детали формы могут преждевременно износиться. В зависимости от типоразмеров изделия цикл прессования может составлять от 4 до 7 мин. Прямое прессование пластиков для армирования имеет две разновидности, которые зависят от того, как пропитывается волокнистый наполнитель:
- Прессуются сухие, предварительно пропитанные холсты и ткани;
- Прессуются с пропиткой именно в форме.
Большей популярностью пользуется первый способ. Для выполнения изделий относительно простой формы применяется прямое прессование. Благодаря высоким требованиям, предъявляемых к качеству наружной поверхности детали, были созданы автоматические установки для дозировки компонентов при приготовлении заготовок из препрегов. Спроектированы специальные автоматические манипуляторы, которые загружают пакеты заготовок в многогнездные формы пресса. Поколение новых прессов высокой точности оснащены современными системами контроля, благодаря которым можно получить детали с высококачественной поверхностью, а их стоимость примерно одинакова со стальными деталями.
Выбор пластмасс
Основными условиями выбора служат технологические и эксплуатационные свойства. В помощь технологу созданы сравнительные таблицы, содержащие марки материалов с описанием технических характеристик, при этом указаны радиотехнические и электрические свойства, диэлектрическая проницаемость, механические и прочностные показатели. Указаны коэффициенты износа и трения, Пуассона, показатели теплового расширения и другие характеристики.
Для классификации пластмасс используют следующие признаки:
- вид используемого наполнителя;
- эксплуатационные качества;
- назначение для применения в различных областях;
- значение некоторых важных параметров и эксплуатационных характеристик.
Покрывной слой
Для укладки покрывного и последующих слоев стеклопластика применяется эпоксидная или полиэфирная двухкомпонентная смола. Компоненты смешиваются и настаиваются согласно технологическому регламенту завода-изготовителя. Приготовленный состав должен быть использован в течение 15 минут, в связи с чем, для каждого последующего слоя смола готовится заново.
Покрывной слой является первым слоем, укладываемым в матрицу и, одновременно, верхним, защитным слоем изделия. Его толщина должна составлять не более 0,4 мм во избежание появления трещин в процессе сушки. Процесс высыхания покрывного слоя длится до превращения его в студенистую липкую массу.
Как и что производится из стеклопластика?
Стеклопластиковый профиль имеет практически неограниченны набор конфигураций и широкую гамму различных вариантов сечения, пожалуй, основными из которых являются:
- U-профиль;
- П-образный профиль;
- Н-образный профиль;
- Г-образный профиль;
- F-образный профиль.
При этом длина профиля ограничивается исключительно вопросами удобства транспортировки.
Что касается технологии производства стеклопластиковых профилей, то тут применяется так называемый метод пултрузии, предполагающий протяжку армирующего элемента (стеклонить или стеклоткань) через пропиточное устройство особой формы, где армирующий элемент пропитывается специальным полимеров, выполняющим роль матрицы. Собственно, в этом и заключается принцип композиции.
Подготовка стеклоткани
Раскрой стеклоткани выполняют по шаблону, изготовленному из плотного картона по размерам матрицы. Если изделие имеет сложную форму, допускается, в порядке исключения, использовать раскрой стеклоткани, состоящий из нескольких отдельных элементов.
В зависимости от толщины детали готовится необходимое количество слоев материала, которые складируются в удобном, легкодоступном месте, в порядке их формования в матрице. Если между процессами раскроя стеклоткани и формования изделий предусматривается перерыв в несколько дней, необходимо строго соблюдать условия хранения материала.
Виды стекловолокна
Стекловолокно представляет собой тонкие нити, полученные из расплавленного стекла. Под воздействием высоких температур волокна приобретают особые свойства – становятся гибкими, прочными на разрыв, теряя способность ломаться, как обычное стекло. Ткани на основе стекловолокна благодаря приобретенным свойствам нашли применение во всех сферах производства и строительства как самостоятельный отделочный материал или армирующий элемент. Стеклоткань для авто делят на три вида:
- стекловолоконный мат;
- обычная стеклоткань;
- тонкая стекловуаль.
Стекломат – самый толстый и плотный представитель материалов этого рода. В состав стекломата входят несколько слоев хаотично расположенных волокон, обильно пропитанных смолой. Прочный водонепроницаемый материал используется в автомобиле- и судостроении в качестве накладок для восстановления целостности деталей. По степени плотности он может быть 300 г/м², 450 г/м², 600 г/м², выпускается в рулонах шириной 125 см. Стоимость материала около 200 рублей за погонный метр.
Стеклоткань используется в качестве тепло-, электро- и гидроизоляционного материала, ее часто применяют для моделирования – делают стеклопластик. Изделия из стеклоткани прочнее, чем из матов за счет упорядоченного расположения волокон ровными рядами. Однако работать с тканью по этой же причине сложнее – ее трудно уложить на матрицу, она пузырится, не воспринимая сложную форму подложки. Плотность стеклоткани может быть такой же, как и стекломата.
Стекловуаль – наиболее легкий, тонкий и гибкий материал по сравнению с предыдущими. Используется при изготовлении матрицы в качестве первого слоя, не давая волокнам более грубых по структуре тканей проступать наружу через гелькоут и образовывать рисунок, нарушая целостность формы детали.
Все виды стеклоткани применяются в автомобильном деле для различных целей:
- в качестве армирующих прокладок при реставрации повреждений;
- из них изготавливают самостоятельные детали для авто;
- чтобы сделать матрицу для стекловолокна.
Изготовление матриц нужно для дальнейшего использования их в качестве макета, без которого невозможно изготовить несколько идентичных изделий. От качества изготовления матрицы для стеклопластика зависит внешний вид готовой детали, отлитой не ее основе.

Стекловолокно – материал, полученный путем расплавления стекла и формирования из него прочных жгутов
Как изготавливают стеклопластиковые трубы?
Производство композитных труб в пределах мелких предприятий не осуществляется, для этого нужно специальное дорогостоящее оборудование. Наматывать армирующее волокно можно разными способами, обычно применяются следующие методы:
- Спирально-кольцевой – подходит для труб высокого давления, например, для ракетных двигателей, линий электропередач. Процесс весьма дорогой и сложный, используется для труб малого диаметра;
- Спирально-ленточный – качество готовой продукции снижается за счет упрощения производственного процесса. Трубы могут монтироваться в системы со средним давлением;
- Продольно-поперечный – волокна не зависят друг от друга, армирующий пояс отсутствует, что отрицательно влияет на прочность конструкции;
- Косослойный – новейший способ, благодаря которому можно создавать трубы из стеклопластика даже для реактивных снарядов. Количество стекловолокна в смеси достигает 85%;
- Центробежное формирование – метод, которым можно неограниченно увеличивать габариты изделия и толщину стенок, повышая кольцевую жесткость. Продукция хороша для микротоннелирования, где трубы подвергаются механическому воздействию на ось.
Популярны и другие способы производства труб из стеклопластика, к примеру, в промышленных масштабах используют протяжку, которая подходит для сантехники и изделий малого диаметра, а также выдавливание, отличающееся сниженными физическими характеристиками.
Потребительские свойства профилей из стеклопластика
Композиционные материалы вообще и изделия из стеклопластика имеют целый ряд потребительских свойств и конкурентных преимущество, делающих их привлекательными, а порой и незаменимыми, в глазах потребителей.
В общем и целом, к основным характеристикам профилей из стеклопластика эксперты относят следующие:
- Высокая прочность;
- Универсальность получаемых изделий;
- Легкий вес;
- Устойчивость к коррозии и химически агрессивным средам;
- Относительная простота монтажа и эксплуатации;
- Диэлектричность и проницаемость к электромагнитному излучению.
Есть и ряд прочих свойств, востребованных в отдельных областях промышленности и бизнеса.
Изготовление стеклопластика методом RTM-инжекции.
Изготовление стеклопластика методом RTM-инжекции (Resin Transfer Moulding) – это технология изготовления композиционного материала по методу инжекции смолы в закрытую форму. Метод RTM позволяет делать более технологичные изделия, обладающие высокими физико-механическим свойствами.
Описание:
Изготовление стеклопластика методом RTM-инжекции (Resin Transfer Moulding) – это технология изготовления композиционного материала по методу инжекции смолы в закрытую форму. Метод RTM позволяет делать более технологичные изделия, обладающие высокими физико-механическим свойствами, такие как: элементы БПЛА, части спортивных авто, авиакомпоненты и др.
Метод требует использования специальной оснастки, состоящей из матрицы и пуансона. Между матрицей и пуансоном укладывается сухой, предварительно раскроенный материал (углеткань, стеклоткань, специальный стекломат или другой вид армирующего материала). Затем, при помощи специального насоса, в закрытую форму под давлением инжектируется смесь смола — отвердитель. После отверждения уже готовое изделие извлекается из формы и подвергается механообработке, если требуется.
Пресс-формы могут быть изготовлены из стали, алюминия или композиционного материала. Используются специальные ткани (стекло-, угле- и др.), полимерные вспененные и сотовые наполнители в т. ч. в различных сочетаниях и комбинациях для структур типа «сэндвич», возможно применение закладных элементов.
Разновидностью метода RTM-инжекции является изготовление стеклопластика методом Light RTM. Метод Light RTM отличается тем, что прижим матрицы и пуансона осуществляется с помощью вакуума, а пуансон представляет собой легкий позитивный оттиск матрица. Разрежение создается также и в рабочей полости формы, что позволяет добиться оптимальных характеристик пропитки армирующего материала.
А, если вам нужны аквариумы из оргстекла, вы можете их посмотреть тут. Изделия производятся на заказ по индивидуальным проектам.
Преимущества:
Изготовление стеклопластика инжекцией обладает существенными преимуществами по сравнению с технологией изготовления стеклопластика ручной формовкой или технологией изготовления стеклопластика напылением:
– обе стороны изделия из стеклопластика имеют гладкую поверхность с предварительно заданным рельефом,
– при изготовлении стеклопластика инжекцией минимизированы отходы материалов,
-точные размеры и отличное воспроизводство изделий из стеклопластика,
– повышенное содержание стеклянного наполнителя при изготовлении стеклопластика (до 65% от объема изделия),
– отсутствие воздушных включений в изделии из стеклопластике,
– сокращение времени изготовления изделия из стеклопластика в 5-20 раз,
– увеличение скорости оборачиваемости оснастки,
– уменьшение количества рабочих, снижение требований к квалификации при изготовлении стеклопластика,
– резкое снижение выделений вредных веществ в атмосферу, улучшение рабочей обстановки, снижение затрат на вентиляцию при изготовлении стеклопластика,
– возможность введения наполнителей других типов (снижение себестоимости изделия из стеклопластика, усиление огнестойких свойств, снижение степени усадки полиэфирной смолы при отверждении).
карта сайта
емкость из стеклопластика изготовлениеизготовление деталей кузова из стеклопластика на заказ своими руками на заказизготовление лодки кунгов капота корпуса лодок катера кузова автомобиля катеров кузовных деталей из стеклопластика своими руками видео по размерам заказчикаизготовление бассейнов бамперов матриц фигур форм тюнинга лопасти объемных фигур септиков матрицы из для стеклопластика обучение оборудование на заказкупить все компоненты материалы полиэфирная смола технология смола пэт процесс станок для изготовления изделий деталей из стеклопластика купитьстеклопластик производство изготовление
Коэффициент востребованности 636
Особенности матрицы для стекловолокна
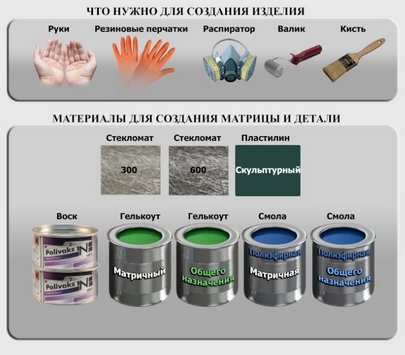
Изделия из стекловолокна получают методом смешения стеклоткани со смолой, при застывании массы она приобретает определенную форму. По назначению это могут быть отдельные детали автомобиля (бампер, сабвуфер) или матрица для их отливки. Сделать матрицу можно при помощи следующих материалов и инструментов:
- набор кисточек для пропитки ткани смолой;
- длинный пинцет;
- валик для укатки материала;
- острые портновские ножницы;
- строительный нож;
- полиэфирная или эпоксидная смола для стекловолокна;
- макет детали, с которой снимается матрица;
- закрепитель с дозатором;
- гелькоут;
- стеклоткань плотностью 600 г/ , стекловуаль.
Макет для матрицы изготавливается из пенопласта или пенополистирола
Важно, чтобы поверхность была гладкой
Матрица после высыхания должна без проблем отделиться от макета, поэтому предварительно до нанесения стекловолокна и смолы поверхность макета покрывают воскообразными веществами.
Если необходимо получить разъемные детали одной матрицы, на макете формируют перпендикулярные перегородки – границы между частями. Делается это в случае, если форма детали сложная – с поворотами и загибами, делающими невозможным снять матрицу монолитным элементом.

Стеклоткань для тюнинга автомобилей
Стеклоткань и эпоксидная смола последовательным наложением образуют по составу стеклопластик, а по форме – матрицу, принимающую форму макета. В результате получается матрица из стеклопластика.
Смола для стекловолокна используется двух видов – эпоксидная или полиэфирная.
Первым слоем укладывают тонкую стекловуаль, она служит препятствием грубым волокнам стеклоткани, не давая им выступать над поверхностью, нарушать форму.
Материалы должны облегать макет точно по форме, без воздушных пузырей, поэтому добиваются плотного прилегания стекловуали к поверхности макета, а слоев стеклоткани – к вуали и один к другому. Для выравнивания используют пинцет, вздутия по необходимости надрезают строительным ножом.
После высыхания матрицы поверхность выравнивается: шпаклюется, шлифуется наждачной бумагой Р800 методом «по мокрому», полируется.
Завершающий шаг – нанесение на поверхность гелькоута, защитного покрытия, выравнивающего рельеф. Если нет гелькоута, состав заменяют финишной жидкой шпатлевкой.
Последним слоем на матрицу накладывается разделитель, такой как парафин, стеарин или обыкновенная полироль для паркета. Разделительный состав предназначается для того, чтобы снимаемые впоследствии слепки деталей отделялись от матрицы без проблем.

Передний и задний бамперы
Работа со стеклотканью и эпоксидной смолой не требует специально оборудованного помещения или дорогостоящих инструментов. Детали любой сложности, вплоть до кузовных панелей, могут изготавливаться в гараже. Причем прочность их высокая – чтобы разрезать готовую деталь или матрицу понадобиться болгарка с диском по камню.
Состав и структура

- Наполнители.
- Связующие вещества.
- Модифицирующие добавки – инициаторы реакции, катализаторы, отвердители, ускорители, стабилизаторы или замедлители твердения, огнеупорные добавки, пластификаторы и газообразователи и др. категории добавок, влияющих на температурный режим полимеризации связующей матрицы и на параметры физико-технических характеристик пластика.
- Красители, вводимые в процессе полимеризации для окраски изделий из СПМ в яркие насыщенные цвета.
Наполнители, представленные различными стекловолокнистыми материалами, получаемыми при текстильной переработке первичных стеклянных и кварцевых волокон (первичные волокна или нити производят способом вытягивания расплавленного стекла через фильеры диаметром 6-20 мкм):
- нитями и жгутами из скрученных первичных волокон;
- ровницей, чаще называемой стеклоровингом (от англ. roving – ровница), представляющей собой пряди из параллельных нескрученных волокон;
- стеклотканями.
Стеклобой, добавляемый к исходному сырью для получения расплавленного стекла, должен соответствовать требованиям ГОСТ Р 56617-2015 «Ресурсосбережение. Технические требования к стеклобою, предназначенному для использования в производстве стекловолокна».

функции армирующего элемента
Столь высокую прочность СПМ придают наполнители из высокомодульных (сверхпрочных) стекловолокон.
Они обладают модулем упругости выше 50 ГПа.
Величина модуля упругости стеклопластика уступает аналогичному показателю для конструкционной стали (210 ГПа). Однако удельная прочность, которая рассчитывается как отношение предела прочности материала к плотности, у СПМ намного выше ( 90,0 у стеклопластиков против 3,1 у стали).
Стеклопластиковое изделие в несколько раз легче аналогичной равнопрочной стальной конструкции.
Связующие вещества на основе полимерных синтетических смол, выполняющие следующие функции:
- объединение («связку») стекловолокнистого наполнителя и других компонентов в единый монолитный материал;
- равномерное распределение внутренних напряжений и внешних механических нагрузок между нитями наполнителя;
- защиту наполнителя от агрессивных воздействий внешней среды.
В процессе изготовления стеклопластика связующие смолы не способны проникнуть в стекловидную структуру волокон наполнителя, а только обволакивают внешнюю поверхность стеклонитей.
Связующие полимеры придают СПМ способность к формованию в изделия заданной конфигурации и требуемых размеров.
Где заказать?
Наша компания вот уже почти 15 лет работает на рынке резки и фрезеровки, мы располагаем современной технической базой, высокотехнологичными фрезерными ЧПУ-станками и опытным персоналом. Принимаем заказы на изготовление мастер-моделей для литья и болванов для матриц. Работаем преимущественно с деревом, МДФ, пенополистиролом и пластиком.
- создание 3д модели будущего изделия,
- вырезание на станке болван матрицы (или его деталей при необходимости сборки модели),
- доведение готового изделия до финишного результата (шлифовка, лакировка, покрытие специальными материалами – при необходимости и пожеланиях заказчика).
Сотрудничаем как с частными лицами, так и с корпоративными клиентами. К нам нередко обращаются для изготовления болванов для создания матриц, которые в дальнейшем будут использоваться при производстве катеров, запчастей автомобилей и другой техники.
Уточнить условия работы, сроки выполнения заказа, цены — можно связавшись с нами по телефону.
Наше производство расположено в Санкт-Петербурге, но с работаем с клиентами из разных регионов, отправляя заказы посредством транспортных компаний.
Материалы для изготовления стеклопластика.
Смола
Смола является связующим материалом и поэтому к выбору смолы надо подойти наиболее ответственно, особенно при отсутствии опыта изготовления стеклопластиковых изделий. Если при выборе стеклоткани или стекломата можно довольствоваться рекомендациями специалистов, т.к. этим выбором определяются, в основном, механические свойства готового изделия, то разная смола требует разных технологических процессов.
Для начинающих мы рекомендуем эпоксидную смолу. Эпоксидная смола менее привередлива в работе и имеет большее время застывания и поэтому у вас будет больше времени для исправления возможных ошибок. Эпоксидную смолу также рекомендуется использовать при ремонте изделий (лодок, бамперов…). Она хорошо склеивается с пластиком, деревом, металлом.
Полиэфирная смола, в основном, используется для изготовления цельных деталей
Хотим также напомнить, что на свойства смол и на их рабочие параметры довольно сильно влияют температурные характеристики помещения, в котором производятся работы, и его проветриваемость. Порой для лучшего застывания матрицу с изделием помещают в специальную сушильную камеру. Это помогает значительно ускорить процесс получения готового изделия. Самые прочные изделия изготавливаются в автоклавах под большим давлением и при высокой температуре.
Сама смола достаточно хрупкая, и именно стекломатериал придает ей необходимую прочность и гибкость
Материалы из стекловолокна
Для изготовления стеклопластиков используется стекловолокно, ровинг, стекломат, стеклоткань и другие стекломатериалы.
Самые распространенные это ровинг, стекломат и стеклоткань.
Ровинг
Ровинг это стекловолокно собранное в пучок и намотанное на бобину. Ровинг похож на некрученую стеклонить. Укладка ровинга производится специальным пистолетом, в который, во время работы, подается еще смола и катализатор.
Стекломат
Стекломат состоит из хаотично расположенных волокон, а стеклоткань выглядит как обычная ткань. Наибольшее упрочнение дают стеклоткани. Стекломаты дают меньшую прочность, но они более легки в обработке и по сравнению со стеклотканью лучше повторяют форму матрицы.
Стекломат может быть очень тонким, а бывает толстым, как одеяло. Стекломаты различаются по толщине и плотности, но разделяют их по весу одного квадратного метра материала в граммах: 300, 450, 600. Чем тоньше мат, тем более сложную поверхность он позволяет вывести, с большим количеством граней и резких переходов. Толстый мат (600 или 900) позволяет набрать толщину изделия и добиться необходимой прочности. При создании толстых изделий работа проходит в несколько этапов. Выкладывается несколько листов для получения первого слоя и дается время на застывание. Затем дополнительно, уже на твердую поверхность, укладываются дополнительные листы мата для придания необходимой толщины. Если попытаться уложить сразу все слои, то велика вероятность, что готовое изделие покоробится, стянется.





