
Установка турбины
Для установки турбины своими руками можно использовать обычную деревянную подставку из бруска длиной 84 см. Также желательно использовать кусок пластиковой трубы диаметром 10 см для защиты двигателя от разного рода осадков. В качестве хвоста для ветряка на 12 вольт рекомендуется применять алюминиевую пластину размером 21х35 см и толщиной 20-30 мм. Она идеально подойдет как противовес и как элемент для поворота установки по ветру. Все размеры не критичны и могут быть немного изменены под особенности конструкции.
Также рекомендуется провести шлифовку всех элементов и закругление углов для более привлекательного вида и лучших аэродинамических показателей. Затем покройте все деревянные части несколькими слоями краски. Цвет можете выбрать любой, так как от этого ничего не зависит.
Для большего удобства на краю, где будет располагаться сам генератор, можно прикрутить несколько планочек, чтобы он плотно сидел на своем месте. Крепиться мотор при помощи хомутов. Ветрогенератор готов. Теперь нужно установить его на мачте.
Как выбрать генератор для сварочного инвертора
Инверторная сварка становится популярной изо дня в день. Возможность варить при пониженном напряжении в электросети и от генератора, сделали сварочные инверторы незаменимым инструментом для сварки в быту.
Чтобы разобраться с тем, какой генератор для инверторной сварки выбрать, нужно учитывать не только мощность инвертора. На выбор сильно влияет и сварочный ток, который подбирается с учётом использования различных электродов.
Сварка — это по своей сути короткое замыкание, поэтому большинство генераторов и реагируют на подключённый сварочный аппарат, соответственно. Если генератор недостаточной мощности, то при сварке инвертором он будет все время уходит в защиту, простыми словами, выключаться. Чтобы этого не происходило, нужно правильно рассчитать мощность генератора для подключения сварочного инвертора.
Общие сведения по сварочному генератору

Выбор необходимого генератора не редко приводит к множеству проблем, так как в зависимости от вида сварочного аппарата, генератор должен иметь набор определенных электротехнических требований. Ошибка при выборе генератора или инвертора грозит выходом из строя одного из устройства или поломкой сразу обоих.
Чтобы сократить подобные риски при выборе инвертора, и генератора для него и наоборот специалисты советуют приобретать сварочные генераторы.
Сварочный генератор представляет собой некое подобие электростанции, в которую интегрирован сварочный аппарат. В зависимости от вида топлива, на котором работает двигатель оборудования, сварочные делятся, как и обычные, на бензиновые и дизельные генераторы.
Бензиновый сварочный генератор гарантирует высококачественный сварочный шов. Многие модели данного типа генераторов отличаются высокими показателями производительности и безопасности. Стоят такие генераторы значительно меньше, чем дизельные, у них меньше габариты, низкий уровень шума, а также обладают высоким показателем экологичности.
Дизельный сварочный генератор отлично подойдет для эксплуатации в экстремально тяжелых погодных условиях. Он способен переносить повышенные нагрузки, и отличается большим ресурсом по сравнению с генераторами бензинового типа. Некоторые модели дизельных сварочных генераторов кроме осуществления сварочных работ способны обеспечить строительное оборудование в необходимом электропитании. Также такой вид генераторов можно использовать как резервный источник питания.

Делая свой выбор в пользу сварочного генератора, вы способны избавить себя от проблем с правильным подбором сочетания мощностей сварочного инвертора и обычного генератора.
Однако стоит учесть, что за сварочный генератор вам придется выложить сумму побольше, чем за стандартный генератор, но при этом такая покупка будет экономней, чем приобретать отдельно генератор и сварочный аппарат.
В своем распоряжении сварочные генераторы имеют выхода с напряжением 220 Вольт и 380. Благодаря этому элементу в конструкции оборудования позволяет им играть роль обычного генератора, который будет отличным помощником на дачном участке или отдыхе.
Сварочные генераторы способны выдавать, как переменный, так и постоянный ток, при этом сила тока также может быть различной. Для того чтобы получить сварку высокого качества стоит выбирать сварочный генератор с постоянным электрическим током. Кроме этого такой генератор выделяется высокой производительностью.
Сварочные генераторы к такому виду оборудования, как «гибридное». В них мощности сварочного аппарата и самого генератора находятся в идеальном соотношении. Благодаря этому сварочные генераторы отличаются высокой эффективностью и долгим сроком их эксплуатации.
С каким током выбирать сварочный генератор
Все существующие на сегодняшний день сварочные и обычные генераторы можно разделить на две категории:
генераторы постоянного тока;
генераторы переменного тока.
Преимуществом сварочных генераторов постоянного тока является стальное напряжение, которое способствует образованию сварного шва высокого качества. Такой тип оборудования станет отличным решением при строительной сварке, когда стоит необходимость высококачественной работы с электродами различного диаметра.
Сварочные генераторы, выдающие переменный ток, отличаются более простым строением, легки в обслуживании и дешевле стоят, чем устройства с постоянным электрическим током. Но покупая генератор с переменным током, не стоит ожидать образования высококачественного сварного шва, свойственного генераторам с постоянным током.
Популярные бренды
На рынке представлен широкий ассортимент различных бензиновых и дизельных сварочных генераторов. В данном обзоре представлены к рассмотрению самые интересные, на наш взгляд, модели устройств.
Генератор для сварочного инвертора должен полностью удовлетворять запросам, предъявляемым самим оборудованием. Зачастую правильные параметры необходимо рассчитывать заранее.
Прекрасным выбором будет бензиновая станция Кратон GWG-5,0/180, совмещающая в себе электрогенератор со сварочным аппаратом. Наиболее полезен подобный агрегат будет различным аварийным службам и строителям. Стоит отметить, что и в гараже, а также в маленькой мастерской такое оборудование никогда не станет лишним.
Тут уже совмещены такие узлы, как электрогенератор и сам сварочный аппарат. Отмеченное положение вещей избавляет потребителя думать о совместимости данных компонентов.
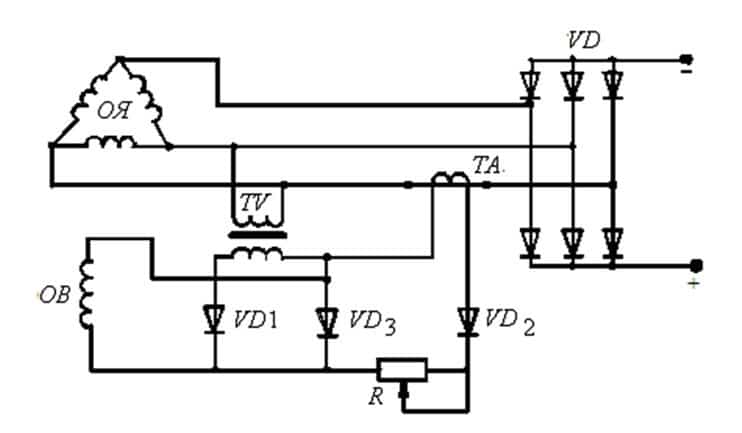
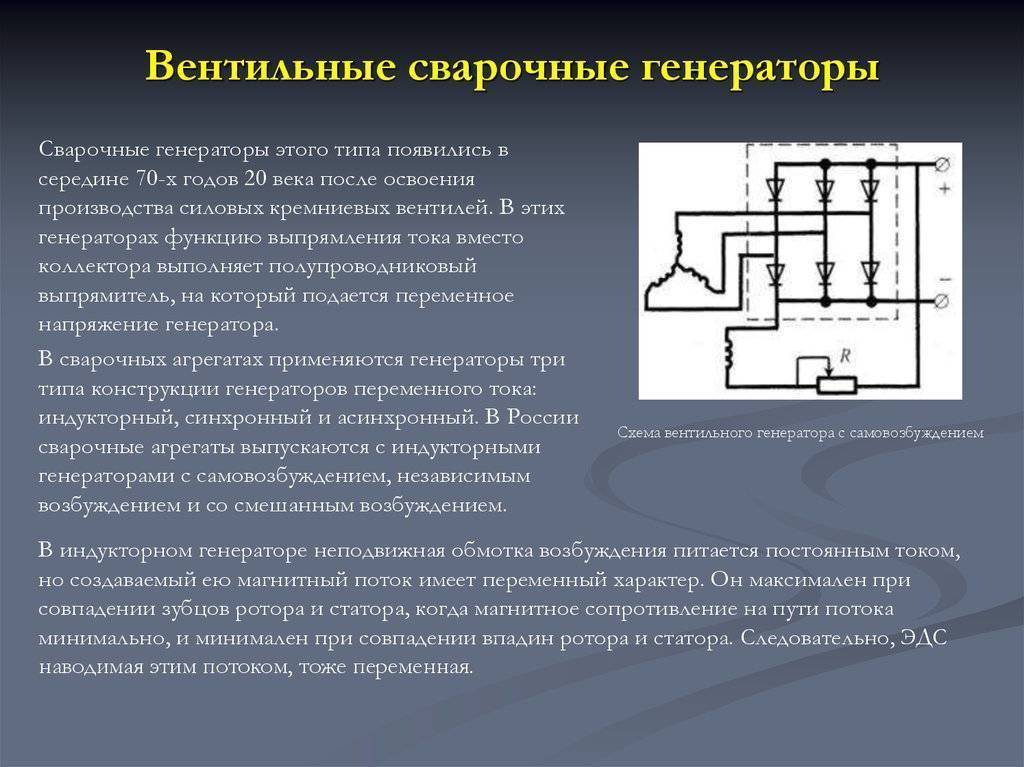
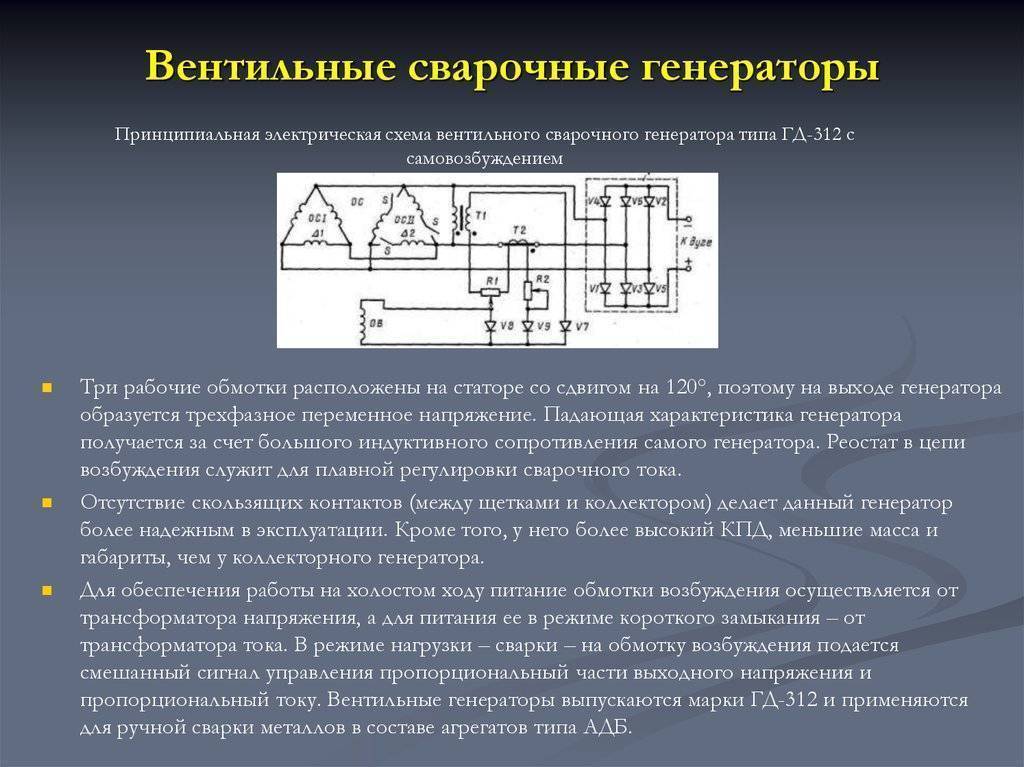
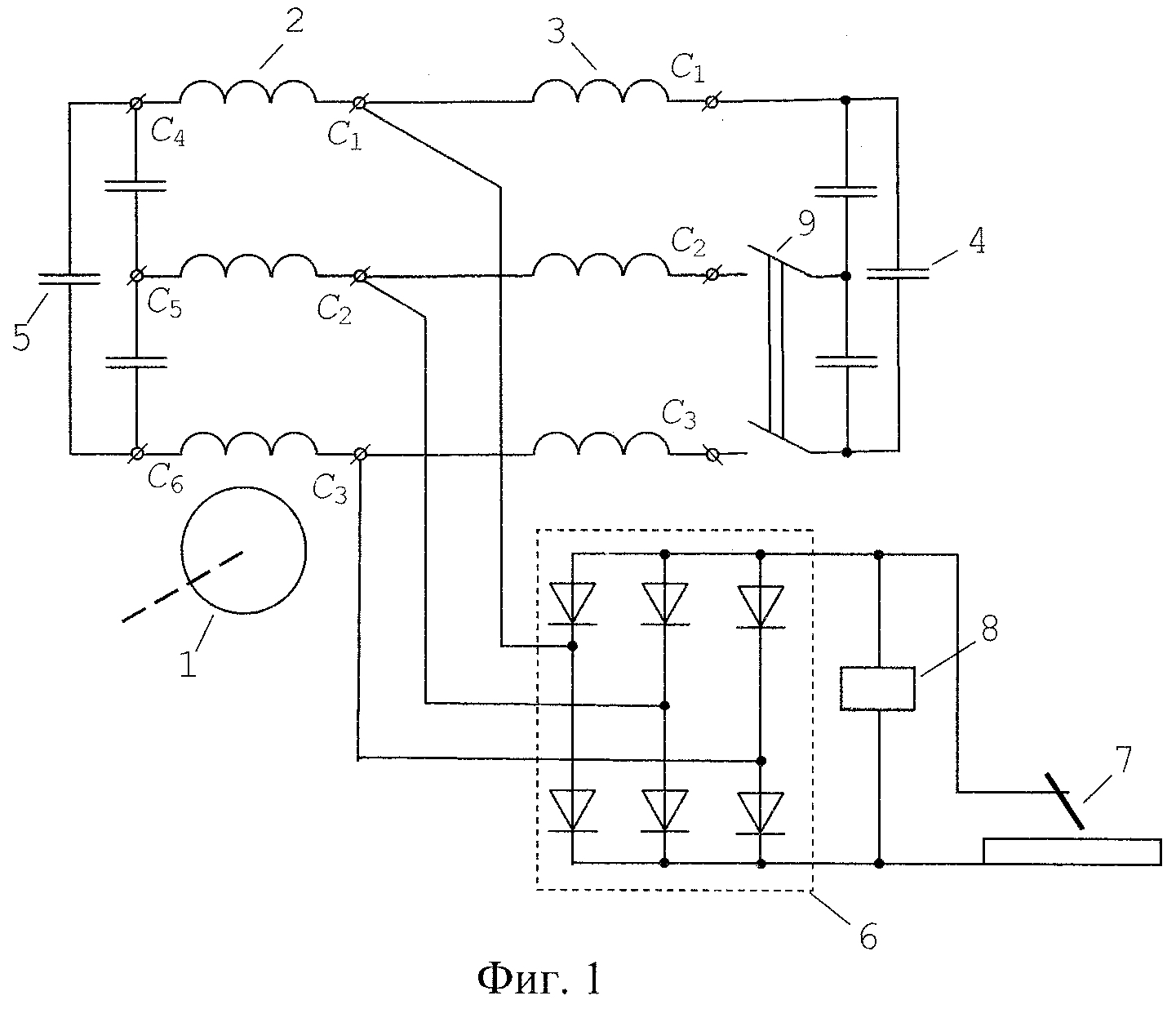
Принципиальная схема вентильного генератора.
Кроме того агрегат отличается наличием колес и откидных ручек, делающим его удобным в транспортировке. Среди доступных панелей следует выделить вольтметр, устройства защиты и замок зажигания.
Gesan GS 210 DCH – еще один отличный вариант, совмещающий в себе сразу и генератор и сварочный аппарат. Подобная комбинация станет незаменимой в выполнении различных строительных или ремонтных работ в условиях отсутствия электроэнергии.
Не стоит забывать и о том, что даже доступность в непосредственной близости электрической сети не может гарантировать наличие достаточной мощности. Да и напряжение достаточно часто сильно отличается от заявленных 220 вольт. Стоит ли вспоминать о больших потерях, происходящих в длинных электрических кабелях, протянутых от розетки к устройству.
Все отмеченные факторы негативно скажутся на качестве выполнения работы. В связи с этим выбор станции Gesan GS 210 DCH будет весьма уместным.
Бензиновые станции с возможностью работы методами MMA и TIG-DC пользуются спросом у незначительного круга людей. В основном это специалисты, профессионально занимающиеся сваркой. К подобным установкам относятся модель Telwin Motoinverter 254 CE.
Аппарат применяется в тех же сферах, что и другие устройства: в строительстве и в ремонте. Иначе говоря, все, кто нуждается в электроэнергии в отсутствии доступа к сети, приобретают такие агрегаты.
Кроме того к аппарату можно подключать приборы с потребляемой мощностью до трех киловатт. Для упрощения процесса сварки тут предусмотрены различные дополнительные функции: горячий старт, Anti-Stick, Arc Force.
Подбор генератора для сварки
Сегодня можно приобрести инверторные установки, у которых регулируется коэффициент мощности. Эти системы могут работать с различными моделями генераторов, так как их можно настроить на невысокое напряжение.
Для ежедневной, многочасовой работы подходят дизельные модели. Для работы на приусадебном участке подходит аппарат с мощностью 0,7−5 кВт. Эти изделия не имеют большого веса. Поэтому их легко переносить с места на место. Мощность в 10 кВт позволяет выполнять ежедневную работу в течение 8 часов.







Важнейшими деталями, особенно их размерами, в сварочном бензиновом генераторе считаются:
- Топливный бак.
- Кожух шумоизоляции.
Для строительных площадок будет лучше использовать оборудование, у которого клапана находятся сверху. Преимуществом таких аппаратов является:
- Высокая производительность.
- Бесшумность.
- Долговечность.
- Компактность.
Наиболее востребованные модели
В зависимости от принципа работы двигателя практически все бензиновые сварочные аппараты подразделяются на несколько видов:
- Двухтактные.
- Четырёхтактные.
Чтобы работать в бытовых условиях, наиболее эффективной и производительной считается модель HUTER DY6500L. Аппарат не рассчитан на длительную эксплуатацию, однако отличается от других изделий своими хорошими характеристиками. Такая компактная станция отлично работает совместно с инвертором типа Сварог.
Целевая система Brima LT 8000B показывают прекрасную работу с большинством инверторов, изготовленных фирмой Ресанта. Иногда Brima может стать резервным питанием для дачного домика.
Очень большой топливный бак у системы Endress ESE 606. Модель отличается высокой стоимостью. Однако она работает намного дольше обыкновенного генератора. На изделие установлен двигатель Honda, который значительно уменьшает расход топлива. Устройство показывает отличные результаты при работе совместно с инвертором типа EWM.
Как ухаживать за генератором
Обслуживание бензинового генератора не связано серьёзными технологическими операциями. Достаточно следить за уровнем масла. Проводить его доливку в случае необходимости. Иногда нужно будет проводить подзарядку аккумулятора.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.

Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
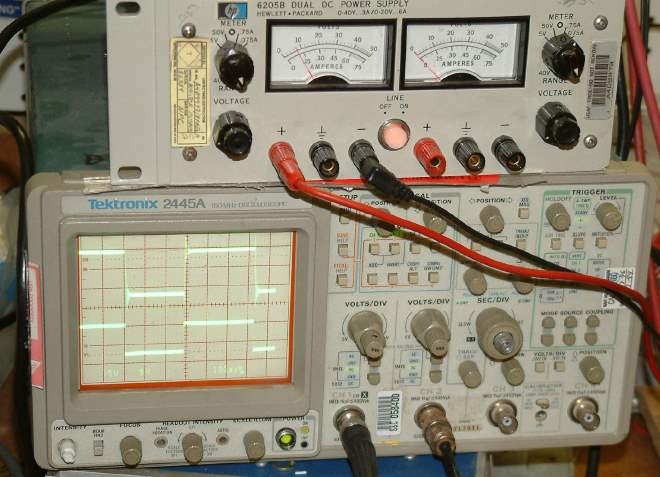
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Коллекторные генераторы
Устройство коллекторных генераторов
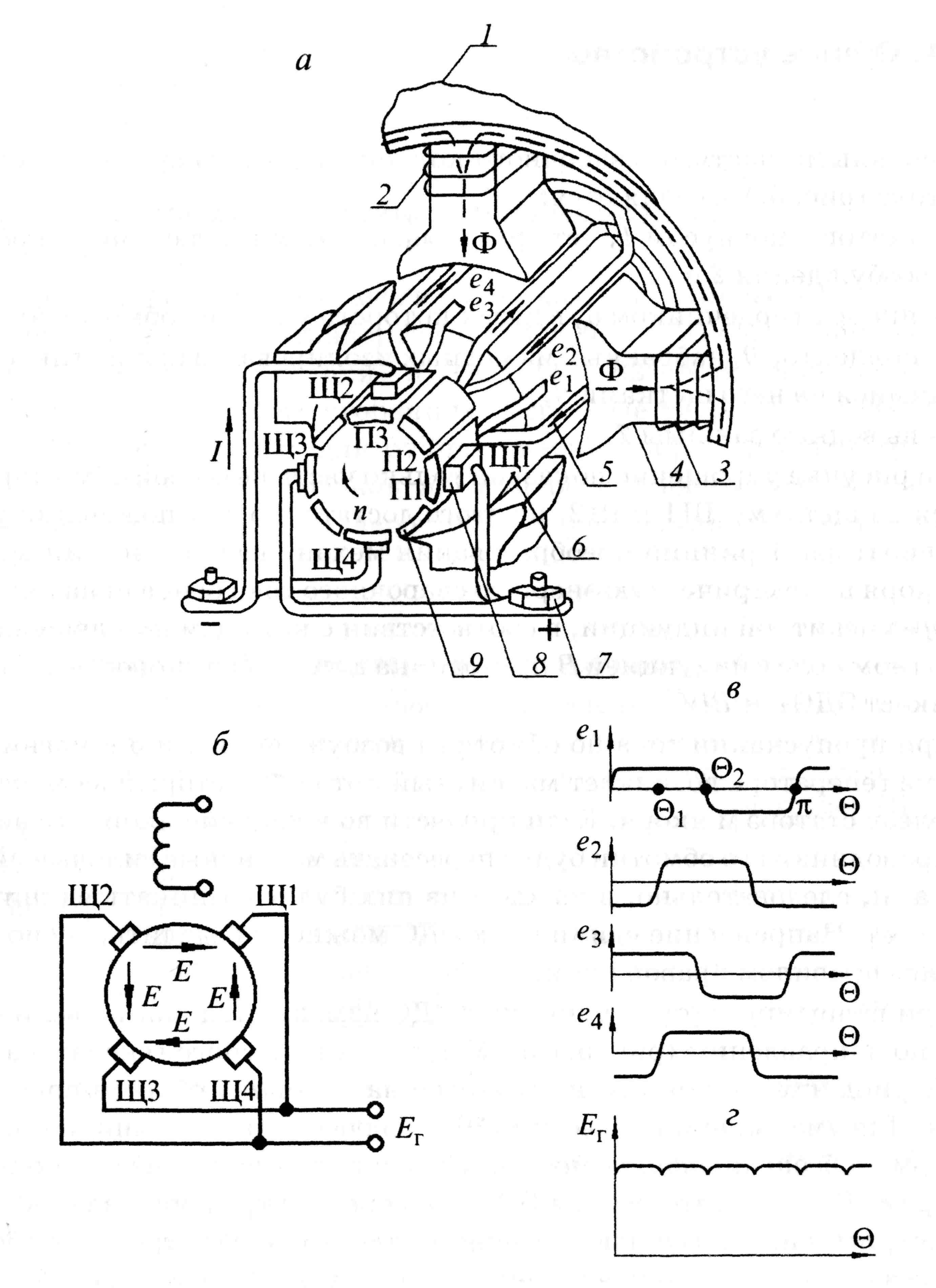
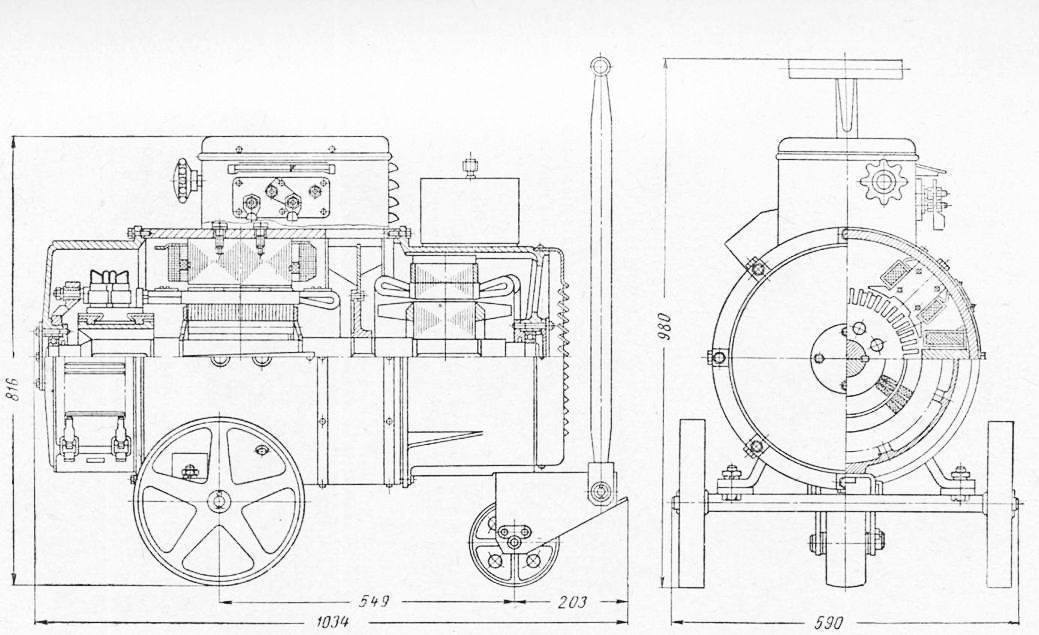
Основными элементами сварочного коллекторного генератора постоянного тока являются: статор с корпусом, четырьмя основными магнитными полюсами и обмотками возбуждения; якорь с сердечником, в пазах которого уложена обмотка; коллектор, набранный из медных изолированных пластин; четыре токосъемные щетки, а также выводные зажимы.
Рис. 1. Конструктивная схема коллекторного генератора
Щеточно-коллекторное устройство обеспечивает получение постоянной ЭДС генератора при переменной ЭДС отдельных проводников, выполняя функцию механического выпрямления тока.
Генератор независимого возбуждения с последовательной размагничивающей обмоткой
На рис. 1 приведена упрощенная принципиальная схема генератора. Он имеет всего одну пару щеток и одну пару полюсов. На одном из полюсов намотана независимая обмотка НО, получающая питание от постороннего источника постоянного тока. На другом полюсе намотана размагничивающая обмотка ПР, включенная последовательно с якорем и нагрузкой. Таким образом, магнитный поток создается совместным действием независимой и последовательной обмоток. Это, как будет показано ниже, обеспечивает формирование крутопадающей внешней характеристики генератора. Плавное регулирование режима выполняется с помощью реостата R1, грубое — изменением числа витков последовательной обмотки и включением балластного реостата R2.
Рис. 2. Принципиальная схема генератора с независимым возбуждением и последовательной размагничивающей обмоткой
Падающая внешняя характеристика у генератора с последовательной обмоткой получается благодаря ее размагничивающему действию.
Регулирование режима выполняется: плавно — изменением тока независимой обмотки и грубо —секционированием последовательной обмотки и включением балластного реостата.
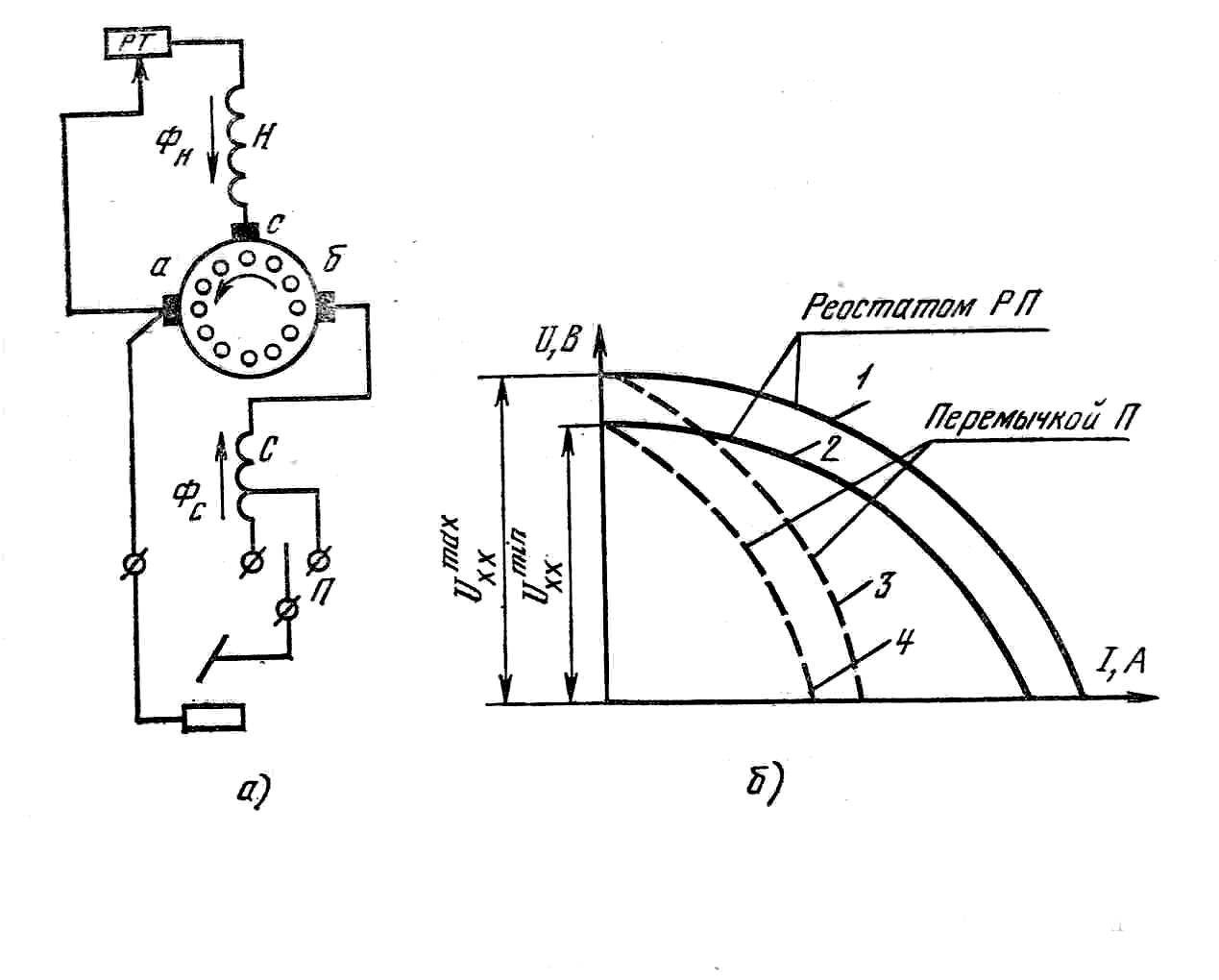
Генератор с самовозбуждением и последовательной размагничивающей обмоткой
Обычно генератор имеет статор с четырьмя основными полюсами и цилиндрический якорь с коллектором и четырьмя основными и одной дополнительной щеткой. На рис. 3 показана упрощенная двухполюсная конструкция генератора.Кроме основных щеток a и b, установленных на геометрической нейтрали, генератор имеет еще и дополнительную щетку c, используемую для питания намагничивающей параллельной обмотки НО.
Генератор сконструирован таким образом, что напряжение на щетках a — c почти не меняется с изменением нагрузки, поэтому и ток намагничивающей обмотки I но практически не зависит от тока нагрузки Iд . Это улучшает сварочные свойства генератора и сближает их со свойствами генератора с независимым возбуждением. Потоки параллельной НО и последовательной ПР обмоток направлены встречно, поэтому генератор имеет падающую внешнюю характеристику. Регулирование режима, так же как и у генератора с независимым возбуждением, выполняется: плавно — изменением тока в цепи намагничивающей обмотки и грубо — секционированием последовательной обмотки.
Рис. 3. Принципиальная схема генератора с самовозбуждением и последовательной размагничивающей обмоткой
Технико-экономические показатели коллекторного генератора сравнительно низкие. Коэффициент полезного действия генератора 0,5 — 0,7, а с учётом КПД приводного двигателя и ещё ниже.Поэтому у преобразователей расход энергии весьма велик — 5 — 8 кВТ*ч на 1 кг расплавленного электродного металла. Для агрегатов с дизельным двигателем соответствующая характеристика -1,5 — 3 кг топлива на 1 кг металла, с бензиновым двигателем — 3 — 5 кг топлива.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Выбираем сварочный генератор заводского изготовления: обзор лучших моделей ведущих производителей
Для того чтобы выбрать сварочный генератор в специализированном магазине, рекомендуется предварительно ознакомиться с техническими характеристиками наиболее известных моделей. Вашему вниманию – описания некоторых из них.
- Сварочный генератор САК: аппарат, защищенный металлическим кожухом, с установленным дизельным ДВС, предназначен для работы с разной толщины электродами (током до 120 А). Кроме того, САК можно использовать в качестве источника питания для электроинструментов. Транспортировать САК можно прицепив к фаркопу любого автомобиля.
- Сварочный генератор Вепрь отечественного производства выпускается в нескольких модификациях (в зависимости от мощности, объема топливного бака и комплектации). Рабочий ток – до 400 А. Агрегат может использоваться для аварийного обеспечения электроэнергией. Импортный двигатель обеспечивает тихую работу при минимальном количестве вредных выбросов.
- Генератор сварочный SDMO: агрегаты данного производителя являются источниками одно- или трехфазного тока (зависит от модели), мощность – до 6 кВт. Масса генератора в металлическом трубчатом корпусе – около 80 кг. Для удобства транспортировки могут быть оснащены тележечным комплектом.
- Сварочный генератор АДД любой модификации представляет собой мощную крупногабаритную установку. Генераторы АДД могут быть стационарными либо устанавливаются на шасси грузовых автомобилей. Различают одно- и двухпостовые агрегаты, охлаждение может быть воздушным или жидкостным. Запуск дизельного двигателя осуществляется с помощью аккумулятора и стартера.
- Сварочный генератор EISEMANN снабжен системой защиты от перегрузок. Бензиновый двигатель фирмы Honda в совокупности с генератором обеспечивает надежную работу агрегата. Продолжительность беспрерывной работы – около 2-х часов (зависит от нагрузки). Ток сварки устанавливается трехпозиционным переключателем.
- Сварочный генератор Хонда: под этой маркой выпускаются как мощные генераторы промышленного назначения, так и малогабаритные, незаменимые для работы на дачном участке. Вес модели EU10i (мощностью 1000 ВА) не превышает 13 кг. Вдвое более мощная модель EU20i весит 21 кг. Надежность, низкий уровень шума и вибрации сделали сварочный генератор Honda востребованным для строительных работ.
- Сварочный генератор Denyo: большинство моделей представляют собой стационарные агрегаты. Производитель оснащает их устройством контроля расхода топлива и уровня шума. Предусмотрена автоматика защиты от токов утечки, снижения давления масла и сигнализация разряда аккумулятора. Двигатель автоматически отключится, если боковая дверь кожуха будет закрыта не плотно.
- Сварочный генератор MOSA: агрегаты этого производителя выпускаются различных модификаций – от переносных малогабаритных до стационарных. Портативные модели работают с электродами диаметром 2-5 мм. Производятся агрегаты с дизельными и бензиновыми двигателями. Высокий уровень звукоизоляции и особенности электрической схемы позволяет использовать сварочный генератор Моса в качестве источника электроэнергии.
- Сварочный генератор Huter: на рынке представлены модели различной мощности. Для производственных нужд рекомендуется DY6500LXW: данный агрегат оснащен ручным и электрическим стартерами, а также розетками на 12 и 220 В. Генератор расходует 2,3 литра топлива в час и работает беспрерывно в течение 10 часов.
- Сварочный генератор Скат: модели отличаются качеством сборки. Кроме обычных, производитель освоил выпуск инверторных агрегатов, обеспечивающих ток сварки высокого качества. Все модели SKAT оснащены встроенным блоком АВР, благодаря которому выравниваются параметры тока.
С некоторыми моделями подробно ознакомит следующий видеоролик.






Информация, изложенная в статье, поможет определиться с выбором сварочного генератора либо с его самостоятельным изготовлением.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка
В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Как выбрать сварочный генератор
Выбирая между дизельным сварочным электрогенератором и бензиновым, следует учитывать основные характеристики оборудования.
Использовать дизельный электросварочный генератор для работы без дополнительного оборудования, преобразующего вырабатываемое напряжение, невозможно. Дизельгенераторы можно использовать для сварки при определенных условиях.
При необходимости одновременного подключения нескольких сварочных автоматов к одной точке.
При необходимости экономии топлива: важно в том случае, если сварка составляет большую часть от общего объема работы.
Для обеспечения длительной и беспрерывной работы сварочного аппарата.
Следует учитывать, что на бензиновые сварочные генераторы цены ниже, а во время работы такое оборудование издает меньше шума. Кроме того, бензогенераторы легче транспортировать, благодаря меньшему весу.
Классификация
Различают два вида генераторов постоянного тока:
- с независимым возбуждением обмоток;
- с самовозбуждением.
Для самовозбуждения генераторов используют электричество, вырабатываемое самим устройством. По принципу соединения обмоток якоря самовозбуждающиеся альтернаторы с делятся на типы:
- устройства с параллельным возбуждением;
- альтернаторы с последовательным возбуждением;
- устройства смешанного типа (компудные генераторы).
Рассмотрим более подробно особенности каждого типа соединения якорных обмоток.
С параллельным возбуждением
Для обеспечения нормальной работы электроприборов, требуется наличие стабильного напряжения на зажимах генераторов, не зависящее от изменения общей нагрузки. Задача решается путём регулировки параметров возбуждения. В альтернаторах с параллельным возбуждением выводы катушки подключены через регулировочный реостат параллельно якорной обмотке.
Реостаты возбуждения могут замыкать обмотку «на себя». Если этого не сделать, то при разрыве цепи возбуждения, в обмотке резко увеличится ЭДС самоиндукции, которая может пробить изоляцию. В состоянии, соответствующем короткому замыканию, энергия рассеивается в виде тепла, предотвращая разрушение генератора.
Электрические машины с параллельным возбуждением не нуждаются во внешнем источнике питания. Благодаря наличию остаточного магнетизма всегда присутствующего в сердечнике электромагнита происходит самовозбуждение параллельных обмоток. Для увеличения остаточного магнетизма в катушках возбуждения сердечники электромагнитов делают из литой стали.
Процесс самовозбуждения продолжается до момента, пока сила тока не достигнет своей предельной величины, а ЭДС не выйдет на номинальные показатели при оптимальных оборотах вращения якоря.
Достоинство: на генераторы с параллельным возбуждением слабо влияют токи при КЗ.
С независимым возбуждением
В качестве источника питания для обмоток возбуждения часто используют аккумуляторы или другие внешние устройства. В моделях маломощных машин используют постоянные магниты, которые обеспечивают наличие основного магнитного потока.
На валу мощных генераторов расположен генератор-возбудитель, вырабатывающий постоянный ток для возбуждения основных обмоток якоря. Для возбуждения достаточно 1 – 3% номинального тока якоря и не зависит от него. Изменение ЭДС осуществляется регулировочным реостатом.
Преимущество независимого возбуждения состоит в том, что на возбуждающий ток никак не влияет напряжение на зажимах. А это обеспечивает хорошие внешние характеристики альтернатора.
С последовательным возбуждением
Последовательные обмотки вырабатывают ток, равен току генератора. Поскольку на холостом ходе нагрузка равна нулю, то и возбуждение нулевое. Это значит, что характеристику холостого хода невозможно снять, то есть регулировочные характеристики отсутствуют.
В генераторах с последовательным возбуждением практически отсутствует ток, при вращении ротора на холостых оборотах. Для запуска процесса возбуждения необходимо к зажимам генератора подключить внешнюю нагрузку. Такая выраженная зависимость напряжения от нагрузки является недостатком последовательных обмоток. Такие устройства можно использовать только для питания электроприборов с постоянной нагрузкой.
Со смешанным возбуждением
Полезные характеристики сочетают в себе конструкции генераторов со смешанным возбуждением. Их особенности: устройства имеют две катушки – основную, подключённую параллельно обмоткам якоря и вспомогательную, которая подключена последовательно. В цепь параллельной обмотки включён реостат, используемый для регулировки тока возбуждения.
Процесс самовозбуждения альтернатора со смешанным возбуждением аналогичен тому, который имеет генератор с параллельными обмотками (из-за отсутствия начального тока последовательная обмотка в самовозбуждении не участвует). Характеристика холостого хода такая же, как у альтернатора с параллельной обмоткой. Это позволяет регулировать напряжения на зажимах генератора.
Смешанное возбуждение сглаживает пульсацию напряжения при номинальной нагрузке. В этом состоит главное преимущество таких альтернаторов перед прочими типами генераторов. Недостатком является сложность конструкции, что ведёт к удорожанию этих устройств. Не терпят такие генераторы и коротких замыканий.
Как сделать сварочный генератор своими руками?
Для того чтобы сделать дешевый сварочный генератор своими руками, можно использовать небольшой бензиновый двигатель. Здесь подойдет мотор от газонокосилки или мопеда.
Сварочный генератор имеет внушительные размеры и стоит довольно дорого.
В качестве источника электроэнергии лучше всего использовать генератор из трактора. Он выдает 24 В (вольт) и 150 А (ампер), как раз то, что нужно для качественной и надежной сварки.





Принцип работы сварочного аппарата
Сваривание железа происходит за счет высокой температуры электрической дуги, которая плавит электрод и кромки соединяемого металла.
Рисунок 1. Принцип работы сварочного аппарата.
Затем расплавленная масса смешивается, и по мере ее охлаждения происходит соединение деталей. Принципиальная схема сварочного генератора имеет следующий вид: Рисунок 1, где: Я — якорь генератора; ОЯ — обмотка якоря; ОВН — обмотка возбуждения намагничивания; R — реостат; ОВП — обмотка возбуждения последовательная; Д — дуга электрическая.
После того как дуга загорается, в якорной цепи рабочей схемы начинает протекать сварочный ток. Он проходит через последовательную обмотку возбуждения, создавая при этом магнитный поток. В это время в намагничивающей обмотке возбуждения создается электромагнитная сила, которая направлена в обратном направлении. Возникающий при столкновении двух ЭДС выброс энергии и является источником электрической сварочной дуги.
Использовать сварочный генератор можно не только как аппарат для сварки, но и как источник резервного освещения. Для этого нужно сделать дополнительный вывод и установить розетку. Основная схема соединения при этом не изменяется. Розетка крепится на корпусе аппарата. Такое использование сварочного генератора является оправданной в тех фермерских хозяйствах, где отключение основной электросети может принести убытки. Например, в инкубаторах, где выращивают цыплят.
Самодельный сварочный преобразователь
Рисунок 4. Схема сварочного преобразователя.
Такой генератор работает без участия бензинового двигателя. На него подается сетевое напряжение, которое преобразуется в сварочный ток. Его мощность обычно составляет 4 кВт, что дает возможность варить электродом «четверкой». Главным элементом рабочей схемы аппарата является обмотка статора.
Чертежи выполнены в двух вариантах: на стержневом и броневом магнитопроводе. Визуально этот генератор имеет такой вид: Рисунок 4, где:
а — стержневой магнитопровод; рисунок б — вариант броневого магнитопровода.
1 — магнитопровод (набирается из трансформаторных пластин), 2 — прокладка изоляции (стеклоизоляционная лента), 3 — обмотка (медный провод, покрытый лаком), 4 — стягивающий кронштейн (уголок из металла), 5 — стяжка (металлическая шпилька с гайкой и шайбой).
Любой такой генератор не сложно встроить в выпрямитель или оформить в виде отдельного блока. В случае если требуется выполнять слишком большой объем работ, желательно добавить принудительное воздушное охлаждение.
Общая информация
Генератор как встроенная в любую модель автомобиля деталь – это достаточно простой механизм, преобразовывающий энергию в электричество. В автомобилях этот элемент выполняет функцию запитывания электрооборудования во время работы.
При использовании автомобильной версии для сваривания металлов важно помнить, что автомобильные модели функционируют на переменном типе тока
Согласование бензогенератора и инвертора
Для обеспечения работы с оптимальными сварочными режимами нужно, прежде всего, согласовать по параметрам бензогенератор и сварочный инвертор. Это достигается несколькими способами и один из них заключается в простом сложении мощности инвертора и 30%−40% запаса. Этот способ позволяет обеспечить бесперебойную сварку, но является дорогим решением потому, что в этом случае придётся покупать заведомо недешёвый и тяжёлый бензоагрегат. Чтобы не переплачивать и обеспечить большую мобильность следует учесть несколько факторов, а именно:
длина кабеля, соединяющего инвертор и генератор, не должна превышать 10−15 метров, что позволит избежать потерь;
для выбора генератора следует принимать во внимание среднюю потребляемую инвертором мощность;
современные инверторы имеют функции горячего старта и регулировку тока, поэтому в расчётах необходимо соотносить потребление тока в момент пиковой нагрузки и максимальную мощность бензогенератора.

- диаметр электрода до 2 мм, требует максимальной мощности генератора 3 кВА;
- при диаметре 3 мм необходим генератор мощностью 4,5 кВА;
- для электрода 4 мм нужен бензоагрегат с максимальным показателем 5,6 кВА;
- использование 5мм электрода подразумевает мощность 6,9 кВА.
Эти данные завышены, поскольку рассчитываются для пиковых нагрузок на генератор при максимальном потреблении инвертора.





