
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
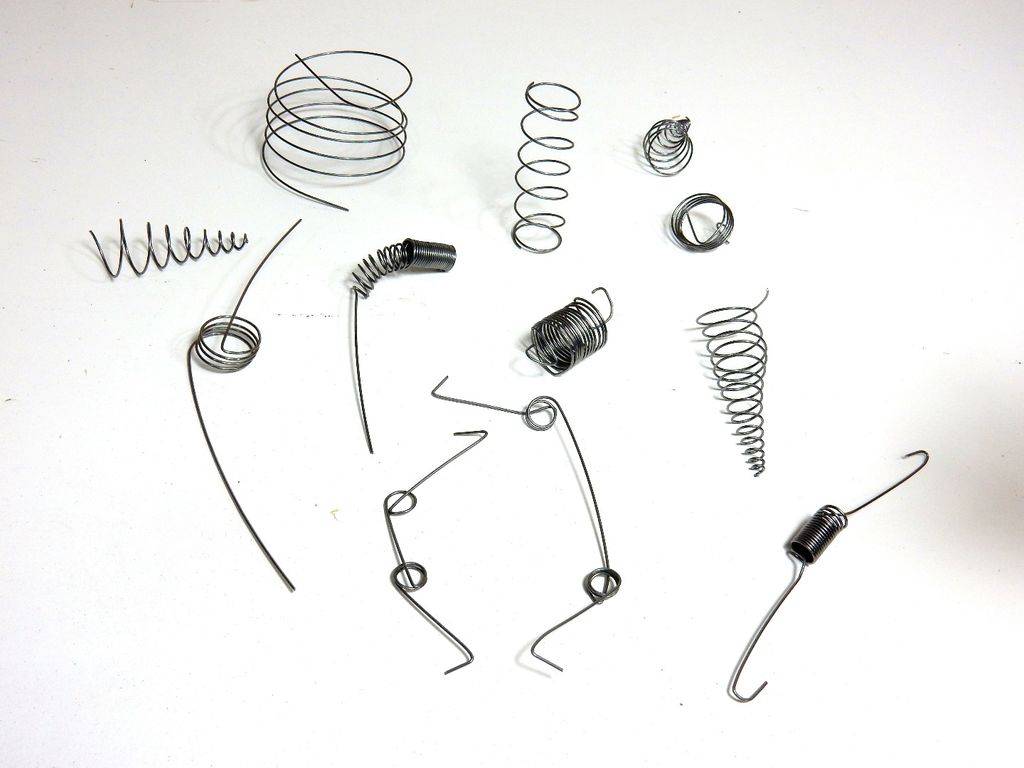
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
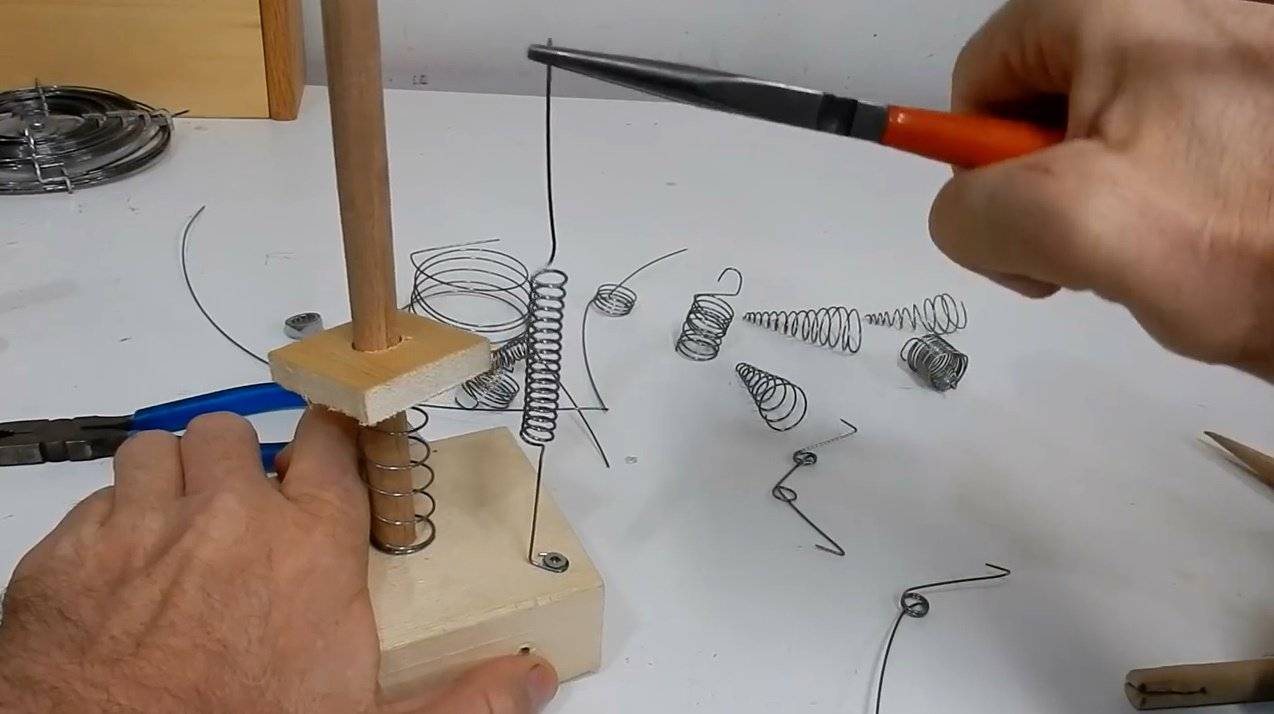
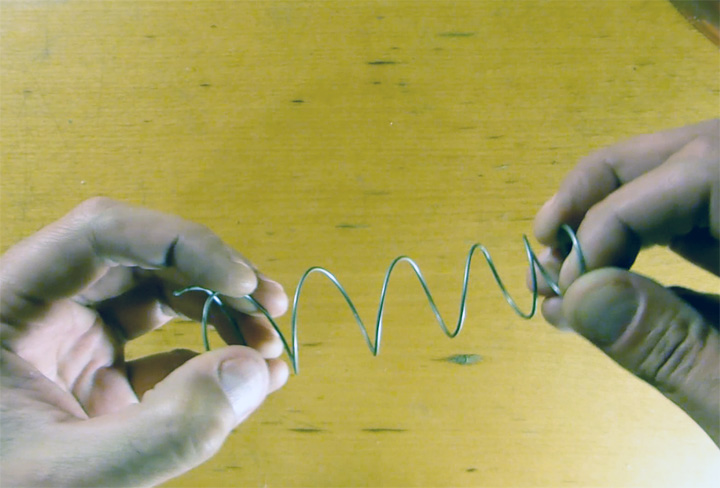
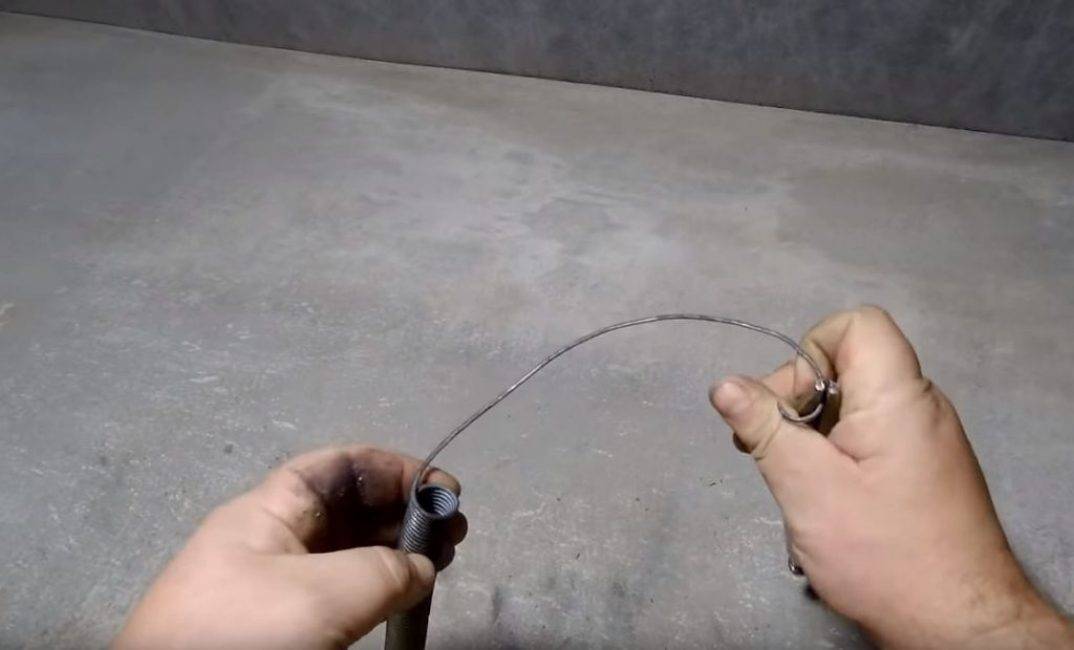
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
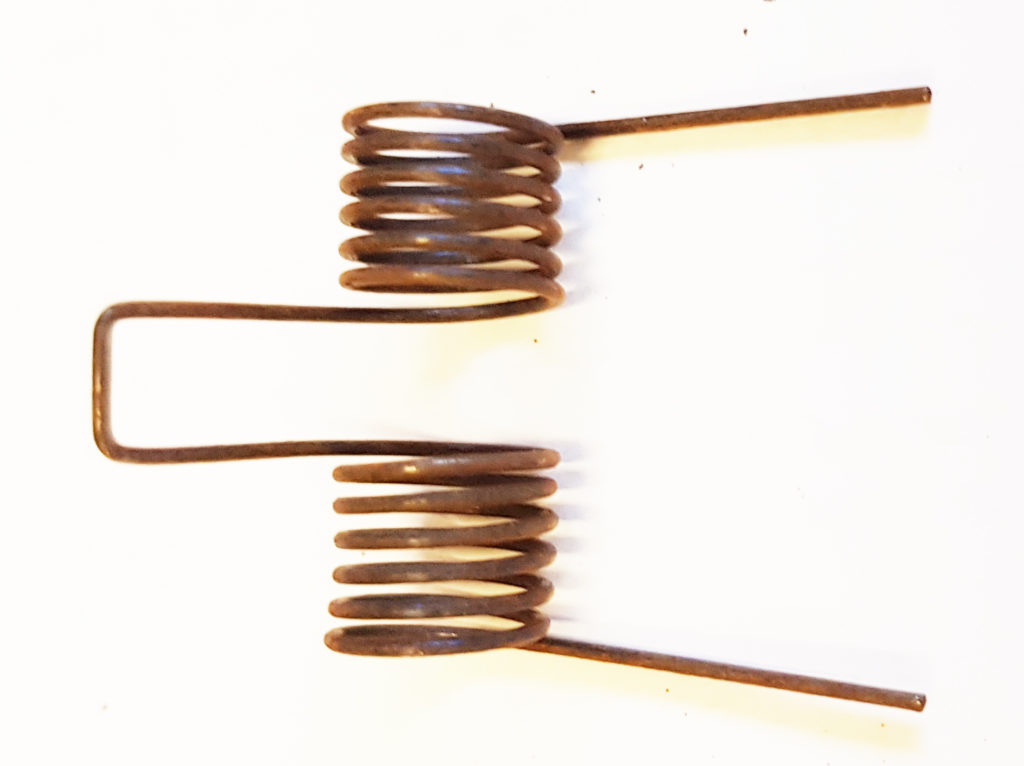
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.
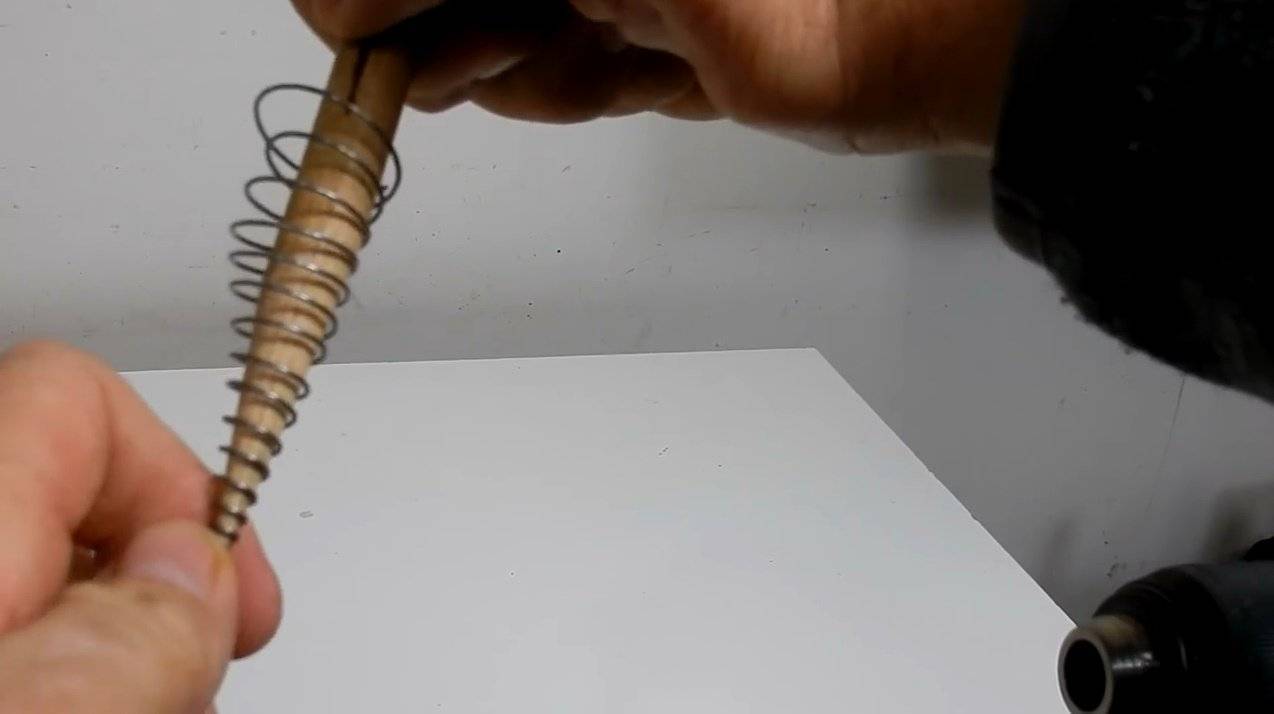
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Неподходящий тип
Среди обилия конструкций следует выбирать изделия, которые максимально соответствует оригинальным элементам по форме, высоте, жесткости:
Количество витков, высота может отличаться. Главное – это полное совпадение посадочного места, наружного диаметра. Легче всего правильно подобрать пружины с помощью фирменных каталогов, предлагающих свою продукцию для различных авто.
Долговечность пружин зависит от отсутствия технологического брака. Кроме того, на этот параметр напрямую влияет нарушение рекомендаций по их подбору, использование неподходящих амортизаторов.
Цветовая маркировка у разных производителей может отличаться. Диаметр прутка пружин может также отличаться
При выборе этого элемента подвески важно ориентироваться на производителя, тип изделия, который определяется с помощью маркировки, жесткость.
Изменение конструкции подвески кустарными методами крайне негативно сказывается на работе пружин.
Неподходящий тип может привести к потере управляемости, ухудшению устойчивости на дороге, повреждениям кузова, амортизаторов.

Неправильные пружины изменяют дорожный просвет, углы установки колес. В результате детали, узлы ходовой части, шины изнашиваются гораздо быстрей.

Тактика ловли карася с использованием пружинной кормушки
При использовании пружины для ловли карася подойдет как рассыпчатая, так и вязкая прикормка. Ею наполняется кормушка и делается несколько забросов для стартового закорма. Поводки с крючками при этом не крепятся. Когда закорм произведен, можно установить пружину меньшего размера с поводками.





Прикормку уплотняют в кормушке, чтобы она вымывалась не быстрее 10 минут. Осталось насадить на крючки приманку и забросить оснастку в прикормленное место.
Удочка устанавливается на подставку, леска натягивается, монтируется сигнализатор поклевки. Фрикционный тормоз ослабляется, а при наличии байтраннера его следует включить. Теперь можно удобно располагаться и ожидать поклевку рыбы.
Для ловли карася на небольшой глубине и короткой дистанции лучше применять небольшие пружинки из тонкой проволоки 1-2 мм. Если требуется дальний заброс с большой глубиной в точке ловли, то лучше устанавливать крупные модели из проволоки 2,5-3,5 мм. Имея широкую линейку кормушек, рыболов без труда подберет оптимальную пружину для ужения в конкретном месте ловли.
Специально для Самоделки FISH – Щетько Сергей Викторович , Беларусь, Столбцы
Как сделать пружину своими руками из проволоки и на производстве: описываем досконально

Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
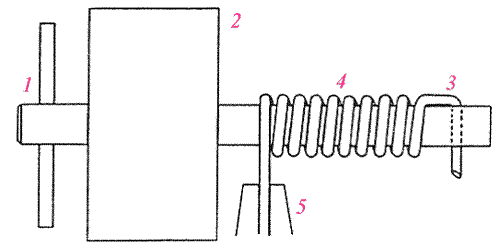
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
где:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение.
Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно.
Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
Так же есть специальный софт для расчета всех параметров:
Типичные ошибки
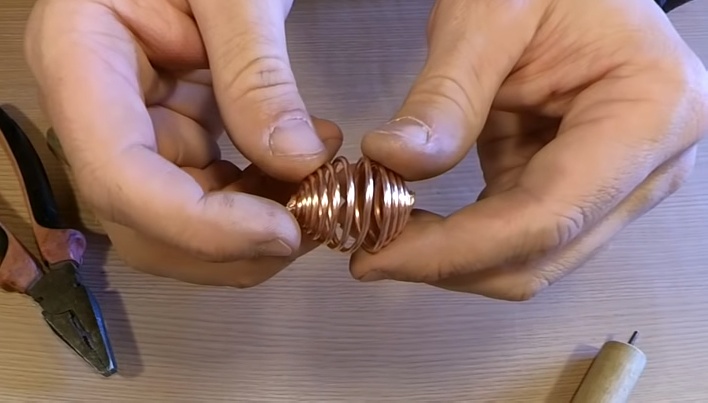
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.
Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
Зажимаем проволоку на оправке с помощью винта.
Теперь нам необходимо создать натяжение стальной струны перед намоткой.
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Технологический процесс изготовления пружин.
Пружины и рессоры обычно работают в условиях многократных повторных нагружений. Такие детали должны обладать высокими упругими свойствами и выдерживать при эксплуатации большое число повторных нагружений без поломок и без осадки. Последнее означает, что при снятии нагрузки пружина или рессора должна полностью восстанавливать свои первоначальные размеры и форму. Многочисленными исследованиями установлено, что на долговечность работы пружин и рессор большое влияние оказывает качество и чистота обработки поверхности. Риски, волосовины, царапины и другие дефекты поверхности недопустимы, поскольку они резко снижают работоспособность таких деталей. Пружины небольших размеров навиваются из твердой холоднотянутой проволоки диаметром до 6—8 мм. Проволока изготовляется из углеродистой стали и упрочняется путем особой термической обработки — патентирования. По существу это сочетание изотермической закалки с холодным волочением. После такой закалки проволока приобретает структуру сорбита и затем протягивается последовательно через несколько отверстий (фильер). Диаметр отверстия немного меньше диаметра проволоки, протягиваемой через него. В результате проволока постепенно утоняется до нужных размеров. Уменьшение диаметра проволоки происходит путем пластической деформации, которая сопровождается наклепом. Благодаря этому проволока приобретает высокие упругие и прочностные свойства.
После навивки пружин из такой проволоки термическая обработка нужна только для снятия напряжений, возникших при навивке. С этой целью проводится отпуск при 200—250 °С с выдержкой в течение 20 мин.
Для изготовления пружин небольших и средних размеров наряду с патентированной проволокой используется проволока, полученная методом деформационного упрочнения, который разработан на Горьковском автозаводе. Он заключается в том, что проволоку из сталей 45, 65Г и др. подвергают вначале нормализации, а затем холодному волочению. Из такой проволоки навивкой изготовляют пружины, а затем нагревают их до 280—300 °C и выдерживают в течение 20—40 мин. При этом происходит процесс, называемый деформационным старением, в результате которого получается необходимое упрочнение проволоки. Аналогичным образом можно изготовлять рессоры, производя вместо волочения холодную прокатку листов.
Пружины средних и больших размеров, а также рессоры изготовляют из легированных сталей 50Г, 60С2 и др. Углеродистые стали вследствие их низкой прокаливаемости не используются. Кремнистые стали имеют повышенную прокаливаемость, но склонны к обезуглероживанию. Марганцовистые стали обладают также повышенной прокаливаемостью, но в то же время склонны к трещинам при закалке.





Навивка пружин средних и больших размеров производится из прутков в горячем состоянии. После этого следует термическая обработка.
При этом рекомендуется руководствоваться следующими правилами:
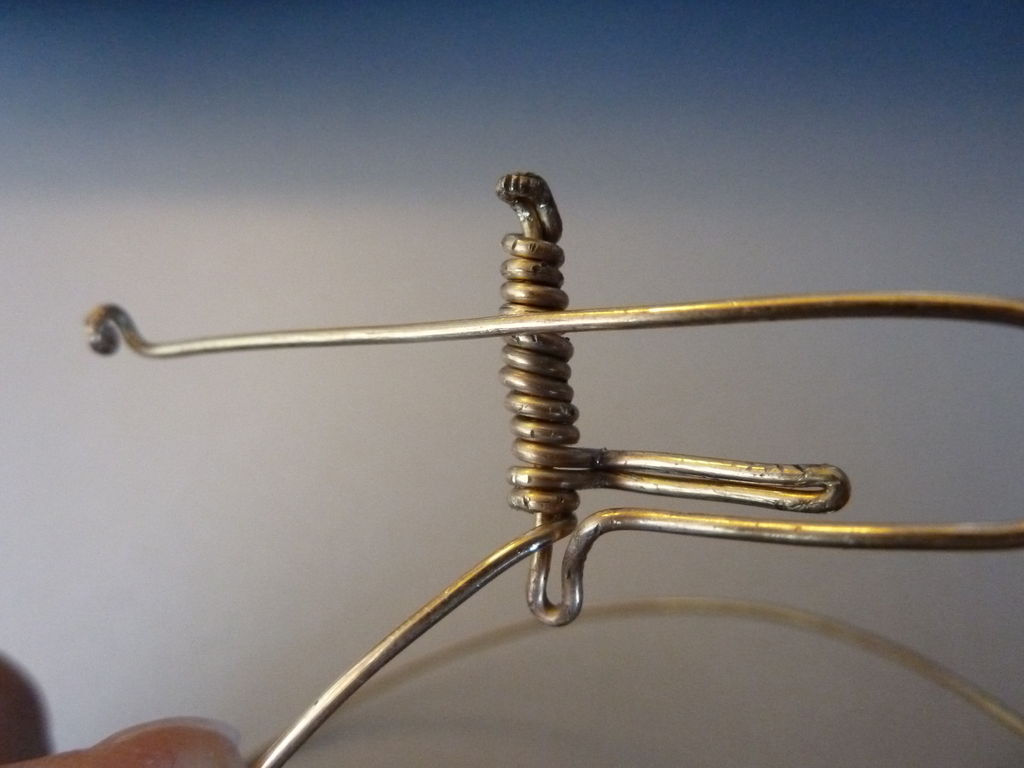
1) нагрев пружин под закалку нужно проводить в горизонтальном положении либо подвешивать их на приспособлении типа елочки; в противном случае пружина под тяжестью собственной массы может дать осадку;
2) пружины растяжения, имеющие витки, прилегающие вплотную один к другому, нужно зажимать или обвязывать так, чтобы их не развело при нагреве;
3) длинные пружины малого диаметра во избежание коробления перед нагревом надо насаживать на оправку;
4) пружины в закалочную жидкость во избежание коробления нужно погружать в вертикальном положении;
5) независимо от марки стали закалку производить в масле;
6) для получения равномерных свойств отпуск пружин лучше проводить в селитряных ваннах, а если в камерных электропечах, то обязательно с вентиляторами;
7) проводить отпуск на твердость HRC 40—47.
Технологический процесс изготовления пружин больших размеров включает следующие операции: горячую навивку; разводку витков на заданный шаг; закалку; отпуск; шлифовку торцов; очистку. При механизированном производстве пружин можно совместить нагрев под навивку и закалку.
Основная трудность при изготовлении пружин — предупреждение коробления при закалке. С этой целью применяют оправки. При изготовлении пружин небольших размеров оправку применяют при отпуске. Если: такая пружина при закалке покоробилась, то при насаживании на оправку перед отпуском она выпрямляется, и в условиях нагрева при отпуске размеры ее фиксируются по оправке. Пружину больших размеров, покоробленную при закалке, трудно зафиксировать на оправке перед отпуском. В таких случаях следует производить закалку на оправке. Однако при этом конструкция оправки должна обеспечивать достаточно полный доступ закалочной жидкости к пружине.
Восстанавливаем пружины своими руками
Мягкость хода и комфорт автомобилю кроме амортизаторов придают пружины, они иногда выходят из строя, несмотря на лаконичность конструкции. Чаще усталость пружин можно обнаружить случайно, к примеру, когда автомобиль нагружен больше, чем обычно и он буквально цепляет днищем дорогу. Имеется несколько решений подобной проблемы.
Самым простым считается установка новых пружин, они доставят меньше проблем и прослужат дольше, но этот метод не дешевый и часто автовладельцы стараются реанимировать старые пружины.Восстанавливаем пружины
Есть несколько способов, как восстановить пружины — термомеханический и электромеханический, о них мы и расскажем.
Сразу предупредим, что процесс восстановления не из самых приятных и легких, он требует крепкого терпения и много сил, специального оборудования. Нужно отметить, что нужна небольшая масляная ванночка с маслом AC-8, токарный станок, электрический трансформатор, тиски.
Теперь подробнее о процедуре восстановления пружин.
Если вам нужно вернуть пружине электрохимическим методом былую упругость, то здесь понадобится токарный станок. В начале работы в патрон нужно установить оправку, за ней хомутиком закрепить пружину. Оправку с деформирующим роликом следует поместить в резцедержатель станка.
Потом на направляющую станину закрепить стойки с раздвижным роликом, их плотно соединить их с суппортами токарного станка. Немного поджать оправку, на нее заранее установить пружину.
Если реставрировать термохимическим способом, то на это потребуется больше навыков, умений и времени. В самом начале нужно поставить в тиски пружину и плотно сжать ее, чтобы витки могли плотно соприкоснуться друг с другом.
После чего подать на нее электрический ток 400 A, этого будет достаточно, в подобном режиме хватит для работы в течение 20 секунд.
Если вы не уверены, что для нагревания пружины достаточно определенной силы тока, то можно визуально в этом убедиться, металл покраснеет.
Вот пружина нагрелась до определенной температуры, теперь нужно прекратить подавать ток и медленно разжимать тиски.
Когда пружина удлинилась до предела, следует зафиксировать ее торцевые окончания и постараться растянуть ее еще немножко. Только запомните, на эту процедуру вам понадобится не менее одной минуты.
После чего пружину нужно закалить, для этого ее следует поместить в ванну с маслом, с этой целью применять масло AC-8.
Вот этими нехитрыми методами можно уставшие пружины вернуть к жизни, таким образом можно подарить машине былую упругость и мягкость. Но пружины не только дарят комфорт, как про это было сказано выше, но и играют главную роль в создании дорожного просвета.
Поэтому если вам нужно сделать свой автомобиль более проходимым, можно установить между пружинами проставки, таким образом добавить клиренсу несколько сантиметров.
Но если вы любите ездить на низких автомобилях, то поставленной цели можно достичь при помощи нехитрых манипуляций с такими же пружинами.
Но в любом случае, какие бы вы задачи не ставили перед своим железным конем и перед собой, что бы вы ни делали с пружинами, нужно помнить, что если вы будете вмешиваться в конструкцию авто, это повлечет за собой разные плохие последствия.
Поэтому, если вы примете решение поменять пружины, изменить клиренс или сделать что-нибудь в этом ключе, знайте, что после таких процедур, чтобы не возникли неприятности в дороге, вам нужно будет чаще заезжать для диагностики на СТО, хотя можно сделать ее своими руками. В любом случае, прежде чем вы примите такие ответственные решения, подумайте, стоит ли игра свеч?
Как сделать пружину для рыбалки
Благодаря этой простой, но очень удобной детали, поклевка не заставит себя ждать. Такие нередко используются для силиконовых приманок.
С чего начать работу:
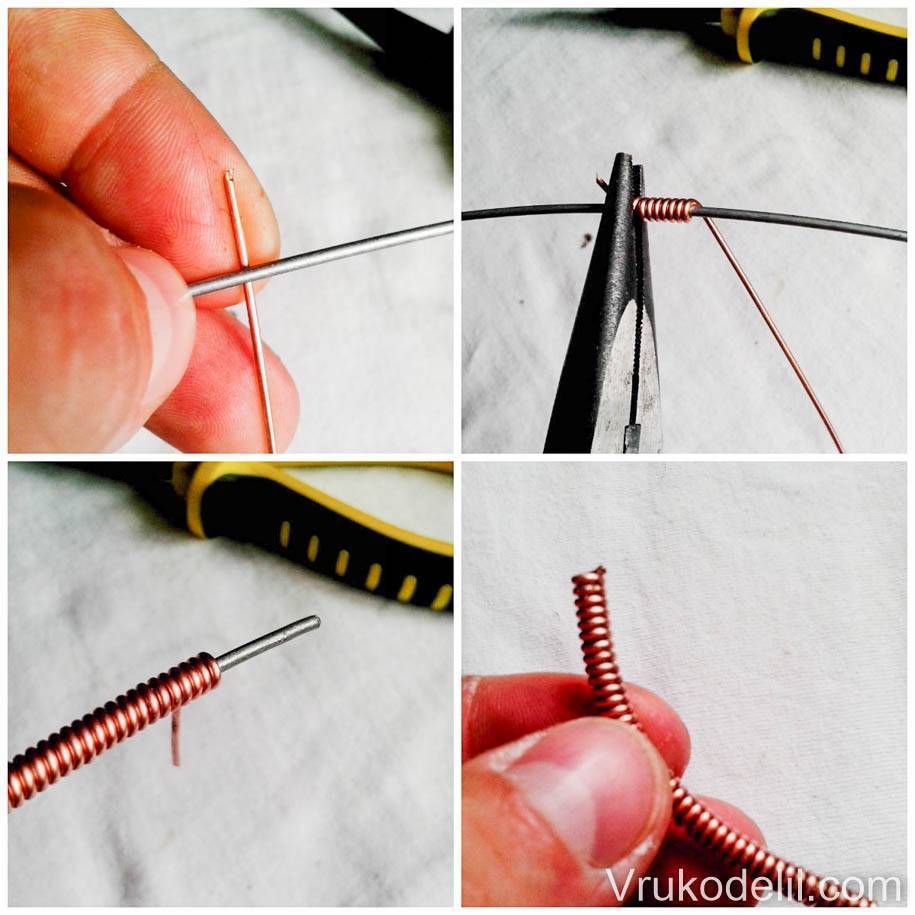
- Разумеется, с наматывания подходящей проволоки на избранное в качестве шаблона приспособление.
Концовку проволоки будет удобнее прижать плоскогубцами к шаблону, вокруг которого идет обмотка. Количество витков зависит от размеров изготавливаемого приспособления. Обычно вполне достаточно от семи до двенадцати витков.
Придав пружине нужную величину, стоит теперь озадачиться приданием необходимой формы.








Сделать пружину бочкообразной не так уж сложно. Достаточно только увеличить витки, стоящие по центру. И постепенно уменьшать диаметр тех витков, что расположены по краям.
Теперь внутрь пружинки можно вставить трубочку, которая обеспечит свободное перемещение лески при поклевке. Для этих целей можно задействовать стержень из пластика либо металла.
Самые крайние витки зажимают трубочку. Если внутрь вставлен металл, то лучше добавить к нему кусочек изоляции от электропровода.
Подобные пружины пользуются популярностью для рыбалки. А благодаря плоскогубцам, работу выполнять куда проще. А излишки металла удаляются кусачками.
Создавая собственными руками подобные изделия, достаточно придерживаться простейших рекомендаций от профессионалов:
- Проволока обязательно должна быть ровной. Если пружина изготавливается из старого материала, проволоку обязательно необходимо выровнять.
Пруток должен быть чистым от ржавчины и прочей грязи. Для этого подойдет раствор соды либо магазинные вещества – бытовая химия для снятия ржавчины и растворения масел.
Вытирать проволоку после чистки рекомендуется не тканью, а опилками.
Сталь диаметром больше пары миллиметров, перед тем как намотать, необходимо обжечь докрасна (в районе 400 градусов по Цельсию), а затем – охладить на открытом воздухе.
В ходе намотки требуется внимательно контролировать расположение витков по отношению друг к другу.
Дома закалить пружины можно сразу несколькими вариантами: в печке, посредством газовой горелки и на костре. Нагреваться сталь должна почти до 900 градусов.
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
- менее 5%;
- менее 10%;
- менее 20%.
Схематическое изображение пружины
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Закалка — пружина
Закалка пружины осуществляется в масле независимо от того, из какой стали, легированной или углеродистой, они изготовлены. После закалки пружины подвергаются отпуску. Для получения однородной структуры и одинаковой твердости по всей длине пружины отпуск следует осуществлять непременно в селитряных ваннах или в шахтных печах с искусственным перемешиванием воздуха. Очень часто пружины, отпущенные в камерных печах, в работе ломались вследствие неодинаковой твердости в различных их точках.
Закалка пружин производится в масле.
Закалка пружин производится в масле после нагрева их до температуры 850 — 860е и выдержки при этой температуре в течение 15 — 20 мин. Продолжительность отпуска составляет 30 — 40 мин.





